Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Образцы реальных дефектов
- Автор темы make-ks
- Дата начала
Ответить

Специально разрабатывали для сравнительных испытаний нескольких методов НК. Но образцы очень дорогие получаются. Для изготовления нужен суперсварщик.
На самом деле там целая технология с множеством нюансов, но физика такая, чтобы в следствии локальной усадки происходил разрыв металла.
Мы охлаждали в закалочной жидкости.
Второй вариант мы тоже пробовали - получается большой объемный дефект - не очень интересно.
Вероятно можно еще электродами поиграться.
Из доступных Сталь 40 (аналог сталь Д из которой делают баллоны). Приходилось видеть как на мелких водоканалах местные умельцы баллоны переоборудовали в грязевики для хлора и вваривали штуцер - примерно на каждом втором МПД выявлялись трещины в узле вварки.
Назначение Стали 40 - валы, шестерни, штоки, детали турбин, шатуны и т.д., т.е. детали изготовляемые без сварки. Относится к ограниченно свариваемым, необходим подогрев и последующая термообработка, если этого не делать, то в сварных швах будут появляться трещины, что и необходимо для изготовления образцов.

Или найти такой материал чтобы любой сварщик кроме трещин ничего не смог с ним сделать?
Речь идет про конкретную марку стали?



Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Есть!Интересно есть технология изготовления реальных дефектов на образцах окромя пластины?
Например на св. соединения, по линии сплавления - трещины выходящие на поверхность?
Специально разрабатывали для сравнительных испытаний нескольких методов НК. Но образцы очень дорогие получаются. Для изготовления нужен суперсварщик.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
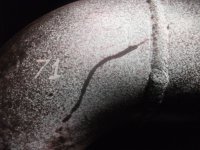
Если "на пальцах": сварили шов, остудили, на участке убрали валик усиления, в одной точке зажгли дугу и "перегреваете" эту точку. Далее - быстрое охлаждение - образуются трещины звездочкой. Убираете эту наплавку - остаются трещины. Маскируете эти трещины валиком сварного шва, но так, чтобы трещины не переплавились.А поточнее, хотя-бы на пальцах, у нас в Томске есть кафедра сварки и контроля, они то без дефектов умеют, а вот с дефектами сложнее, вернее с трещинами...
На самом деле там целая технология с множеством нюансов, но физика такая, чтобы в следствии локальной усадки происходил разрыв металла.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Ст. 45 хорошо трещит, алюминиевые сплавы... Пробуйте.Какая сталь кстати более склонна к трещинообразованию из доступных?
Быстрое охлаждение - бросить деталь в воду? Или с углекислой/азотом/фреоном в баллончиках мудрить лучше?
Мы охлаждали в закалочной жидкости.
Добрый день!
По поводу трещин точно не скажу, но как-то занимался патентным поиском по ультразвуковому контролю и натыкался на патенты, где были образцы с заложенными дефектами.
На память вспоминаю два типа:
1. когда закладывают тугоплавкие образцы (в основном в виде проволоки).
2. когда сооружают небольшую "ванну" на кромках сварного соединения, для образованию полости, потом наплавляют металл. Кромки "ванны" расплавляются, а полость - остается.
Некоторые патенты можно найти в Интернете.
С Уважением.
По поводу трещин точно не скажу, но как-то занимался патентным поиском по ультразвуковому контролю и натыкался на патенты, где были образцы с заложенными дефектами.
На память вспоминаю два типа:
1. когда закладывают тугоплавкие образцы (в основном в виде проволоки).
2. когда сооружают небольшую "ванну" на кромках сварного соединения, для образованию полости, потом наплавляют металл. Кромки "ванны" расплавляются, а полость - остается.
Некоторые патенты можно найти в Интернете.
С Уважением.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Закладывать вольфрамовыю фольгу или кусочки азбеста - это традиционные приемы, только это не натуральные дефекты.Добрый день!
По поводу трещин точно не скажу, но как-то занимался патентным поиском по ультразвуковому контролю и натыкался на патенты, где были образцы с заложенными дефектами.
На память вспоминаю два типа:
1. когда закладывают тугоплавкие образцы (в основном в виде проволоки).
2. когда сооружают небольшую "ванну" на кромках сварного соединения, для образованию полости, потом наплавляют металл. Кромки "ванны" расплавляются, а полость - остается.
Некоторые патенты можно найти в Интернете.
С Уважением.
Второй вариант мы тоже пробовали - получается большой объемный дефект - не очень интересно.
В качестве поиска реальных дефектов в ближайший аттестационный центр НАКС можно обратиться. Или на строительство где варят допускные стыки.
Года 4 назад работали с 0 при строительстве газового объекта. Все сварщики варили допускные стыки на каждый диаметр - вот мы образцами разжились. поры, скопления, непровары, непроплавы (несплавления) и т.д и т.п. Трещин правда небыло, но непроплавы, которые практически не видны на рентгене для УЗ практики и для собственных экзаменационных образцов пошли отлично. ardon:
Года 4 назад работали с 0 при строительстве газового объекта. Все сварщики варили допускные стыки на каждый диаметр - вот мы образцами разжились. поры, скопления, непровары, непроплавы (несплавления) и т.д и т.п. Трещин правда небыло, но непроплавы, которые практически не видны на рентгене для УЗ практики и для собственных экзаменационных образцов пошли отлично. ardon:
polter, да такое было тоже, занимались как-то аттестацией технологии сварки для одной чудо организации, они сами того не желая мне кучу контрольных образцов наделали, но ни одной трещины, а так - непровары, провисы, поры, подрезы...
Михаил57Есть доступ к бурильной трубе и трубе НКТ, она как раз имеет эквивалент углерода 0,35-0,45%, правда при этом как правило содержит до 1% марганца, интересно вот она может подойти, или марганец все на нет сведет?
Михаил57Есть доступ к бурильной трубе и трубе НКТ, она как раз имеет эквивалент углерода 0,35-0,45%, правда при этом как правило содержит до 1% марганца, интересно вот она может подойти, или марганец все на нет сведет?
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Точно не скажу - пробовать надо, но многое зависит от темпа остывания. В металловедении есть такое поняти - ТИХ (температурный интервал хрупкости). Надо подобрать такое остывание, чтобы попасть в этот интервал. С металловедами или грамотным инженером сварщиком пообщайтесь.polter, да такое было тоже, занимались как-то аттестацией технологии сварки для одной чудо организации, они сами того не желая мне кучу контрольных образцов наделали, но ни одной трещины, а так - непровары, провисы, поры, подрезы...
Михаил57Есть доступ к бурильной трубе и трубе НКТ, она как раз имеет эквивалент углерода 0,35-0,45%, правда при этом как правило содержит до 1% марганца, интересно вот она может подойти, или марганец все на нет сведет?
Вероятно можно еще электродами поиграться.
Раньше было проще, поишь сварщика и слесаря, и они сами тебе достают трубы, электроды, делают дефекты - ты тока еще приходи.
А сейчас, товарно-денежные отношения - Принеси все материалы, а только тогда по тарифной сетке строго по $/в час они тебе помогут.
Хотя может и остались в закромах еще энтузиасты, да я их не знаю.
А сейчас, товарно-денежные отношения - Принеси все материалы, а только тогда по тарифной сетке строго по $/в час они тебе помогут.
Хотя может и остались в закромах еще энтузиасты, да я их не знаю.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Раньше и воздух был чище и вода мокрее ardon:Раньше было проще, поишь сварщика и слесаря, и они сами тебе достают трубы, электроды, делают дефекты - ты тока еще приходи.
А сейчас, товарно-денежные отношения - Принеси все материалы, а только тогда по тарифной сетке строго по $/в час они тебе помогут.
Хотя может и остались в закромах еще энтузиасты, да я их не знаю.
Какая сталь кстати более склонна к трещинообразованию из доступных?
Из доступных Сталь 40 (аналог сталь Д из которой делают баллоны). Приходилось видеть как на мелких водоканалах местные умельцы баллоны переоборудовали в грязевики для хлора и вваривали штуцер - примерно на каждом втором МПД выявлялись трещины в узле вварки.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Может сварщики такие, а может электроды ...Из доступных Сталь 40 (аналог сталь Д из которой делают баллоны). Приходилось видеть как на мелких водоканалах местные умельцы баллоны переоборудовали в грязевики для хлора и вваривали штуцер - примерно на каждом втором МПД выявлялись трещины в узле вварки.
Может сварщики такие, а может электроды ...
Назначение Стали 40 - валы, шестерни, штоки, детали турбин, шатуны и т.д., т.е. детали изготовляемые без сварки. Относится к ограниченно свариваемым, необходим подогрев и последующая термообработка, если этого не делать, то в сварных швах будут появляться трещины, что и необходимо для изготовления образцов.
Спайчилло
Мастер дефектоскопии
- Регистрация
- 02.04.2013
- Сообщения
- 1,035
- Реакции
- 57
- Возраст
- 48
- Адрес
- Москва, Домодедово
- Веб-сайт
- my.mail.ru
Таки я не понял - таки тебе просто нужны координаты халявки?Раньше было проще, поишь сварщика и слесаря, и ....
Хотя может и остались в закромах еще энтузиасты, да я их не знаю.
Или найти такой материал чтобы любой сварщик кроме трещин ничего не смог с ним сделать?
Речь идет про конкретную марку стали?
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Если этим заниматься серьезно, то целый бизнесс можно раскрутить. Потребность в образцах с реальными дефектами есть, например в НОАПах.Мне нужен образец имитирующий настоящие изделие и с условно реальными дефектами, для МК, например трещины в зоне сварного шва
Вернее технология изготовления
В известных мне НОАпах образцы есть, чем старше НОАп тем круче образцы, самы клевые это реальные детали которые были забракованы в поле, но на их сбор требуется время, на самом деле всякие трещины не так часто и появляются...
Вот сам по молодость лет передал 4 отвода в НОАп , теперь ищу, тока фотки на память остались
Вот сам по молодость лет передал 4 отвода в НОАп , теперь ищу, тока фотки на память остались
Вложения
Похожие темы
- Ответы
- 26
- Просмотры
- 3K
- Ответы
- 6
- Просмотры
- 3K
- Ответы
- 96
- Просмотры
- 9K
- Ответы
- 0
- Просмотры
- 2K
Поделиться: