В
В мире НК
Guest
Практический опыт приемочного УЗК осей колесных пар
Об авторах
Необходимо войти для просмотра
Константинова Елена Валерьевна
Люблинский литейно-механический завод.
Необходимо войти для просмотра
Ряжский Дмитрий Игоревич
ЗАО «Спецремонт».
Важнейшим средством обеспечения эксплуатационной надежности осей колесных пар является НК. Его проведение необходимо при ремонте и периодическом освидетельствовании осей колесных пар с целью своевременного обнаружения опасных усталостных трещин, развивающихся чаще всего от цилиндрической поверхности в шейке (под кольцами подшипников и в разгрузочной канавке) и под внутренней кромкой ступицы колеса, а также для обнаружения дефектов и повреждений поверхности средней части оси. Естественно, источником усталостных повреждений могут быть и металлургические дефекты, недопустимые по действующим стандартам [1, 2] и подробно описанные в [3]. Качество металла проверяется приемочным НК черновых и чистовых осей на заводах-производителях магнитопорошковым методом для выявления поверхностных трещин и ультразвуковым - для обнаружения внутренних дефектов и оценки структуры металла.
Введение в 2000 г. требований к приемочному НК черновых и чистовых осей [4] послужило толчком для развития НК на заводах-производителях осей.
Результаты приемочного УЗК, подтвержденные металлографическими исследованиями, показывают эффективность НК и его роль в повышении качества осей, а также предоставляют дополнительную информацию о характеристиках выявляемых дефектов.
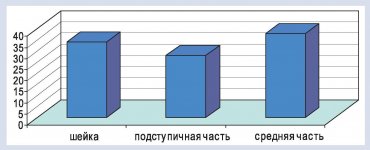
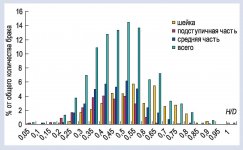
Данные, полученные при УЗК 1275 осей, показывают, что большинство (98 %) внутренних металлургических дефектов выявлено при контроле с цилиндрической поверхности чистовой оси продольными волнами в осевом направлении (вариант А2 по РД 32.144); неоднородность структуры металла вдоль длины оси, выявляемая при контроле по варианту Т2, встречается чаще, чем традиционная «непрозвучиваемость» (вариант Т1). Характерно равномерное распределение дефектов по длине оси (шейка - подступичная часть - средняя часть) (рис. 1), а также их расположение в аксиальной зоне - (0,45...0,6) H/D, где H - глубина залегания; D - диаметр оси в соответствующей части (рис. 2).
Об авторах
Необходимо войти для просмотра
Константинова Елена Валерьевна
Люблинский литейно-механический завод.
Необходимо войти для просмотра
Ряжский Дмитрий Игоревич
ЗАО «Спецремонт».
Важнейшим средством обеспечения эксплуатационной надежности осей колесных пар является НК. Его проведение необходимо при ремонте и периодическом освидетельствовании осей колесных пар с целью своевременного обнаружения опасных усталостных трещин, развивающихся чаще всего от цилиндрической поверхности в шейке (под кольцами подшипников и в разгрузочной канавке) и под внутренней кромкой ступицы колеса, а также для обнаружения дефектов и повреждений поверхности средней части оси. Естественно, источником усталостных повреждений могут быть и металлургические дефекты, недопустимые по действующим стандартам [1, 2] и подробно описанные в [3]. Качество металла проверяется приемочным НК черновых и чистовых осей на заводах-производителях магнитопорошковым методом для выявления поверхностных трещин и ультразвуковым - для обнаружения внутренних дефектов и оценки структуры металла.
Введение в 2000 г. требований к приемочному НК черновых и чистовых осей [4] послужило толчком для развития НК на заводах-производителях осей.
Результаты приемочного УЗК, подтвержденные металлографическими исследованиями, показывают эффективность НК и его роль в повышении качества осей, а также предоставляют дополнительную информацию о характеристиках выявляемых дефектов.
Данные, полученные при УЗК 1275 осей, показывают, что большинство (98 %) внутренних металлургических дефектов выявлено при контроле с цилиндрической поверхности чистовой оси продольными волнами в осевом направлении (вариант А2 по РД 32.144); неоднородность структуры металла вдоль длины оси, выявляемая при контроле по варианту Т2, встречается чаще, чем традиционная «непрозвучиваемость» (вариант Т1). Характерно равномерное распределение дефектов по длине оси (шейка - подступичная часть - средняя часть) (рис. 1), а также их расположение в аксиальной зоне - (0,45...0,6) H/D, где H - глубина залегания; D - диаметр оси в соответствующей части (рис. 2).
Необходимо войти для просмотра
Рис. 1. Распределение дефектов по длине оси (всего 1117 осей)
Рис. 1. Распределение дефектов по длине оси (всего 1117 осей)