очевидно здесь это тандем?А вот старый добрый эхо-зеркальный по-моему самое то
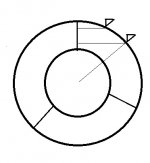
вот если очень просто хочется, то можно так как я изобразил на рисунке. правда может чувствительности не хватить.
очевидно здесь это тандем?А вот старый добрый эхо-зеркальный по-моему самое то
очевидно здесь это тандем?
вот если очень просто хочется, то можно так как я изобразил на рисунке. правда может чувствительности не хватить.
есть 3 дефектоскопа с эхо-импульсным методом) почитал сто ....005, там сказано, что надо замерить затухание в металле сварки с помощью зеркально-теневого метода. Может сильно отличаться, можно как-нибудь это сделать эхо- методом?)навести один пэп на другой с противоположной стороны снизу?) Фланцы идут без ВИКа. Визуально видны несплавления и поры. Также есть припуск по 10-15 мм с каждый стороны, который будут срезать. Усиление не счищают тоже. Есть подозрение, что мы пропускаем дефекты, а иногда несколько раз исправляют в одном и том же месте и сигналы остаются. Тоже бред какой-то, и выплавляльщики нормальные)честно говорят, когда находят, а когда нет.
ну есть такой момент, да и угол несколько меняется, но, возможно, проще сделать несколько маленьких призму на прямой ПЭП с нужным углом ввода чем тандем. В первом приближении чувствительность можно пустить лесом, а контроль проводить так на уровне 10-12 дБ над уровнем шума. Главное наличие четких индикаций, а что делать, если продукция не массовая- оснастка времени требует.Я бы сказал - чувствительность на переменный угол ввода проблематично настраивать.
там как такого донного нет, есть, возможно, сигнал от валика или неровности поверхности, подкладки и пр.Еще такой вопрос, если луч от вертикального несплавления отразиться в другую сторону, что мы увидим на экране дефектоскопа? Донный сигнал уменьшиться или вообще исчезнет?Я контролирую 65 углом, 50-тым практически невидно дефектов, он вдоль шва идет получается.
Такое бывает, точнее постоянно приходится сталкиваться с тем, что после ремонта все индикации остаются на прежних местах. Иногда даже присутствуя при выборке ничего визуально не удается увидеть, МПД в этом случае неплохо выручает. Обычно это несплавление по кромкам разделки, механическая выборка зализывает и без того почти невидимую несплошность. Как при выборке угольными электродами точно вам не скажу, сварщики говорят, что несплошности видны лучше, чем у механического способа.Бывает во время 2-3 исправления не находят дефектов, я сам смотрел в очках на выплавку- ниче не увидел, хотя сигналы были четкие и сильно превышающие строб где-то на глубине 25-30 мм из 70.
ну есть такой момент, да и угол несколько меняется, но, возможно, проще сделать несколько маленьких призму на прямой ПЭП с нужным углом ввода чем тандем. В первом приближении чувствительность можно пустить лесом, а контроль проводить так на уровне 10-12 дБ над уровнем шума. Главное наличие четких индикаций, а что делать, если продукция не массовая- оснастка времени требует.
Бывает, что кол-во исправлений становится больше 1, что происходит с металлом?говорят зерна увеличиваются? Т.е. затухание больше и ложные сигналы прибавляются? Бывает во время 2-3 исправления не находят дефектов, я сам смотрел в очках на выплавку- ниче не увидел, хотя сигналы были четкие и сильно превышающие строб где-то на глубине 25-30 мм из 70.
 : Господа! Как, не зная какая разделка, не уточнив даже тип шва пытаемся поучать ещё "косолапого" дефика каким ПЭП, с каким углом и по какой схеме звучить сие изделие? Или" тайна сия великая езьмь" тока для Коляна2?
: Господа! Как, не зная какая разделка, не уточнив даже тип шва пытаемся поучать ещё "косолапого" дефика каким ПЭП, с каким углом и по какой схеме звучить сие изделие? Или" тайна сия великая езьмь" тока для Коляна2?Непонятки, однако!:
зато как здорово после ТО.До ТО звучать сам шов (кроме зоны сплавления) проблематично.
swc, может это и не очень важно, но я вашу мысль не понял, и так и так пробовал, а все хорду к тандему пристроить не могу. устал, наверное.Спашивается на каком расстоянии хорда (она же центральный луч при угле ввода 40 град) пересекает диаметр под прямым углом. Получил R* sin50. Для 500 это где-то 380 от центра. Т.е. до 120мм высоты тандем вполне рабочий.
Разжевал до мелочи и к технологу идти не надо. Молодец.:rofl:Автор в первом сообщении сказал, что сварка электрошлаковая. ЭШС. При ней разделка только вертикальная. И дефекты все известные. Собирается с зазором 2 части. Вертикально. С боков прикрывается мкдными охлаждаемыми накладками. На заходной планке полусают жидкий шлак. Затем в этот шлак опускают проволоки или ленты и подают на них ток. За счет высокого сопротивления шлака, он все время горячий, но дуги нет. Проволока плавиться, т.к. температура плавления железе меньше, чем шлака, каплями стекает вниз и кристаллизуется. Вся конструкция перемещается снизу вверх. Т.к. Вокруг все жидкое и все легче железа, то дефектов внутри в принципе не может быть. Только если проволоки оборвуться. Тогда, конечно, шлак займет недостающее место. Откуда там поры - главная загадка. Основной дефект - несплавление по кромке. А она вертикальная. Отсюда тандем. Поскольку ванна здоровая, кристаллизация неспешная, то кристаллическая структура очень крупная. Затухание сумашедшее. До ТО звучать сам шов (кроме зоны сплавления) проблематично.
Разжевал до мелочи и к технологу идти не надо. Молодец.:rofl:
Не тот смайлик поставил. Выпью за вас, стакан.
Отличусь еще раз. Не промахнусь мимо смайлика.:drinks: Ну и мимо рюмочки, а то завтра уже на работу.