В
В мире НК
Guest
Об авторах
Сотрудники ООО «ЗВУК», Санкт-Петербург
Необходимо войти для просмотра
Коварская Елена Зеликовна
Зам. генерального директора
Необходимо войти для просмотра
Московенко Игорь Борисович
Генеральный директор, д. т. н.
При использовании методов и средств НК для оценки физико-механических свойств различного рода материалов и изделий важной задачей является оценка состояния объекта контроля и возможности его дальнейшей эксплуатации и использования. Примером выбора параметров контроля, использование которых позволяет решать эту задачу, в ряде случаев являются скорость распространения акустических волн C1 и звуковой индекс (ЗИ), определяемые с помощью акустических методов, основанных на измерении частот собственных колебаний (ЧСК) контролируемых изделий. Эти параметры нашли достаточно широкое применение при определении физико-механических свойств абразивных изделий с помощью измерителей частот собственных колебаний типа «Звук» различных модификаций в соответствии с действующим ГОСТ Р 52710-2007 «Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн» [1]. Указанные параметры позволяют производить количественную оценку физико-механических свойств, могут маркироваться на изделии и применяться для оценки работоспособности абразивных инструментов при их использовании на конкретных операциях шлифования. Отличие фактического значения этих параметров от замаркированных может приводить к появлению существенных дефектов на обрабатываемых этими инструментами поверхностях деталей и изделий, препятствующих их дальнейшему использованию. В отдельных случаях существенное снижение этих показателей может приводить к возникновению опасности разрушения инструмента, например, крупногабаритных кругов, и, соответственно, созданию аварийных ситуаций.
С появлением современных акустических приборов открываются возможности более широкого использования методов и средств НК непосредственно в условиях производства. Результаты, полученные при применении акустического метода контроля для оценки физико-механических свойств огнеупорных изделий, используемых для сифонной разливки стали, показали возможность и целесообразность этого метода НК [2]. В условиях завода-изготовителя таких изделий был проведен выборочный акустический контроль партии изделий типа ШС-28 75 х 300. Полученные данные подтвердили возможность значительного разброса ЗИ в партии. Из проконтролированных изделий были отобраны три изделия с ЗИ 27, 33 и 41. На этих изделиях по принятой на заводе методике были определены значения открытой пористости П, %. Результаты контроля приведены в табл. 1.
Приведенные в таблице данные представлены на рис. 1 в виде графической зависимости, из которой следует, что изделия с ЗИ 27 имеют открытую пористость, ориентировочно соответствующую верхнему допустимому пределу в соответствии с ГОСТ 11586-69. При этом следует предполагать возможность попадания в партии изделий с более низкими значениями ЗИ и, соответственно, с более высокой пористостью, которые должны быть отбракованы даже по действующей нормативно-технической документации.
Применение изделий с пониженными значениями ЗИ может приводить к снижению их эксплуатационных характеристик, а в отдельных случаях снижение физико-механических свойств, например, прочности ниже допустимых пределов может приводить к созданию аварийных ситуаций. На основании результатов, полученных при акустическом контроле огнеупорных изделий для сифонной разливки стали, может быть сделан вывод о том, что количественная оценка физико-механических свойств огнеупорных изделий с помощью звуковых индексов ЗИ позволяет производить сравнение огнеупорных изделий различных производителей и изделий из разных партий и упаковок. Приведенные результаты также свидетельствуют о необходимости введения акустического контроля качества огнеупорных изделий, в первую очередь, для сифонной разливки стали, как при их изготовлении, так и при их эксплуатации.
Результаты, полученные в ходе опробования акустического метода контроля в условиях производства огнеупорных изделий, показали также возможность оценки состояния технологического процесса (мониторинг технологии производства) по результатам НК выборки изделий из партии экспрессным акустическим методом. На рис. 2 приведены распределения периклазохромитовых изделий ПХП-187 в выборках из различных технологических партий по звуковым индексам, определенным с помощью прибора «Звук-203М» [2]. Из анализа этих данных видно, что внутри одной технологической партии разброс составляет, как правило, 2 - 3 звуковых индекса, в то же время разброс ЗИ в различных технологических партиях может составлять 10 - 15 ЗИ. Ширина кривой распределения изделий в выборке характеризует стабильность технологического процесса, а смещение кривой распределения по шкале звуковых индексов свидетельствует об изменении физико-механических свойств изделий из партии, в первую очередь, их прочности и пористости. Такое наблюдение за состоянием технологического процесса (его мониторинг) может обеспечить возможность своевременного выявления его отклонений от действующего регламента и позволит корректировать технологический процесс до появления выявляемых дефектов. Это может способствовать повышению качества и надежности выпускаемой продукции и, соответственно, позволит уменьшить количество отбракованных изделий при выходном контроле.
Сотрудники ООО «ЗВУК», Санкт-Петербург
Необходимо войти для просмотра
Коварская Елена Зеликовна
Зам. генерального директора
Необходимо войти для просмотра
Московенко Игорь Борисович
Генеральный директор, д. т. н.
При использовании методов и средств НК для оценки физико-механических свойств различного рода материалов и изделий важной задачей является оценка состояния объекта контроля и возможности его дальнейшей эксплуатации и использования. Примером выбора параметров контроля, использование которых позволяет решать эту задачу, в ряде случаев являются скорость распространения акустических волн C1 и звуковой индекс (ЗИ), определяемые с помощью акустических методов, основанных на измерении частот собственных колебаний (ЧСК) контролируемых изделий. Эти параметры нашли достаточно широкое применение при определении физико-механических свойств абразивных изделий с помощью измерителей частот собственных колебаний типа «Звук» различных модификаций в соответствии с действующим ГОСТ Р 52710-2007 «Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн» [1]. Указанные параметры позволяют производить количественную оценку физико-механических свойств, могут маркироваться на изделии и применяться для оценки работоспособности абразивных инструментов при их использовании на конкретных операциях шлифования. Отличие фактического значения этих параметров от замаркированных может приводить к появлению существенных дефектов на обрабатываемых этими инструментами поверхностях деталей и изделий, препятствующих их дальнейшему использованию. В отдельных случаях существенное снижение этих показателей может приводить к возникновению опасности разрушения инструмента, например, крупногабаритных кругов, и, соответственно, созданию аварийных ситуаций.
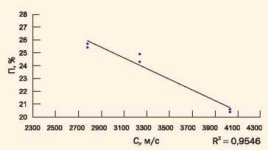
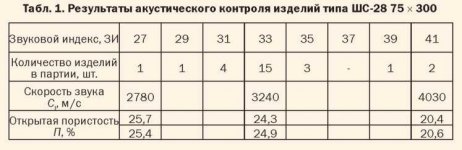
С появлением современных акустических приборов открываются возможности более широкого использования методов и средств НК непосредственно в условиях производства. Результаты, полученные при применении акустического метода контроля для оценки физико-механических свойств огнеупорных изделий, используемых для сифонной разливки стали, показали возможность и целесообразность этого метода НК [2]. В условиях завода-изготовителя таких изделий был проведен выборочный акустический контроль партии изделий типа ШС-28 75 х 300. Полученные данные подтвердили возможность значительного разброса ЗИ в партии. Из проконтролированных изделий были отобраны три изделия с ЗИ 27, 33 и 41. На этих изделиях по принятой на заводе методике были определены значения открытой пористости П, %. Результаты контроля приведены в табл. 1.
Необходимо войти для просмотра
Приведенные в таблице данные представлены на рис. 1 в виде графической зависимости, из которой следует, что изделия с ЗИ 27 имеют открытую пористость, ориентировочно соответствующую верхнему допустимому пределу в соответствии с ГОСТ 11586-69. При этом следует предполагать возможность попадания в партии изделий с более низкими значениями ЗИ и, соответственно, с более высокой пористостью, которые должны быть отбракованы даже по действующей нормативно-технической документации.
Необходимо войти для просмотра
Рис. 1. Результаты акустического контроля изде¬лий типа ШС-28 75 х 300; Я2 = 0,9546
Рис. 1. Результаты акустического контроля изде¬лий типа ШС-28 75 х 300; Я2 = 0,9546
Применение изделий с пониженными значениями ЗИ может приводить к снижению их эксплуатационных характеристик, а в отдельных случаях снижение физико-механических свойств, например, прочности ниже допустимых пределов может приводить к созданию аварийных ситуаций. На основании результатов, полученных при акустическом контроле огнеупорных изделий для сифонной разливки стали, может быть сделан вывод о том, что количественная оценка физико-механических свойств огнеупорных изделий с помощью звуковых индексов ЗИ позволяет производить сравнение огнеупорных изделий различных производителей и изделий из разных партий и упаковок. Приведенные результаты также свидетельствуют о необходимости введения акустического контроля качества огнеупорных изделий, в первую очередь, для сифонной разливки стали, как при их изготовлении, так и при их эксплуатации.
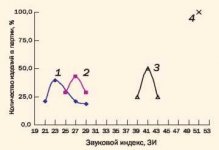
Результаты, полученные в ходе опробования акустического метода контроля в условиях производства огнеупорных изделий, показали также возможность оценки состояния технологического процесса (мониторинг технологии производства) по результатам НК выборки изделий из партии экспрессным акустическим методом. На рис. 2 приведены распределения периклазохромитовых изделий ПХП-187 в выборках из различных технологических партий по звуковым индексам, определенным с помощью прибора «Звук-203М» [2]. Из анализа этих данных видно, что внутри одной технологической партии разброс составляет, как правило, 2 - 3 звуковых индекса, в то же время разброс ЗИ в различных технологических партиях может составлять 10 - 15 ЗИ. Ширина кривой распределения изделий в выборке характеризует стабильность технологического процесса, а смещение кривой распределения по шкале звуковых индексов свидетельствует об изменении физико-механических свойств изделий из партии, в первую очередь, их прочности и пористости. Такое наблюдение за состоянием технологического процесса (его мониторинг) может обеспечить возможность своевременного выявления его отклонений от действующего регламента и позволит корректировать технологический процесс до появления выявляемых дефектов. Это может способствовать повышению качества и надежности выпускаемой продукции и, соответственно, позволит уменьшить количество отбракованных изделий при выходном контроле.