Как понимаю, у вас набран не просто богатый материал результатов УЗК, но еще и поверок этих результатов вскрытием? Если это так, позвольте вопрос: кто-нибудь статистически обрабатывал такие данные (или их часть) на предмет корреляции между размерами реальных дефектов и сигналами от них, ну или на какой-нибудь другой предмет (например вероятности обнаружения - POD)?
Спасибо.
Длинная цитата, не люблю.
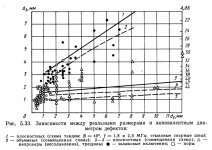
Корреляция... на графике такую кривую называют "бык поссал". Реально нет четкой зависимости. Есть что-то типа "я так вижу". Или "я так хочу видеть".
Теперь практические результаты. От чего зависит амплитуда от полученного дефекта?
1. От формы дефекта. Даже не так, от того насколько он имеет острые концы. Даже пора не бывает абсолютно гладкой. Есть какие-то выступающие части. Они дадут резкое увеличение амплитуды.
Отсюда следует 2.
2 От того под каким углом смотрите на дефект. Особенно это прекрасно на трещине видно. Можно в плоскости ее прозвучит и не увидеть. Вообще. У меня было несколько раз, при малом раскрытии достоточно приличной трещины (по площади) прямым преобразователем в плите я видел только небольшое (в пределах 3-4 дБ) колебание донного, дефекта вообще не наблюдал. А вот с угла, где кончик трещины взлетал дефект так, что уходило выше браковочного уровня на 6-8 дБ.
3. От качества поверхности и от того как ляжет (прижмешь) преобразователь. Разница в 6 дБ может быть. Одно движение руки и брюки превращаются... . По этой причине на плоские плиты и круглые штанги у нас уже давно начали использовать приспособы, которые дают дают перепендикуляр к поверхности, дают ровный прижим и подачу воды под датчик. Про поверхность сами понимаете.
4. Материал контроля. Нержавейка, обычный металл, плохо теромообработанный, плохо прокатанный - все идет в копилку. На выходе по этой причине часто занижает амплитуду. Насколько это занижение? А фиг угадаешь. Наличие флокенов или пористости может вообще погасить донный. Ничего не увидишь. На сварном шве можешь получить сигнал от перепада в результат термообработки, я пару раз влетел так, один раз на 5 лямов в рублях грохнули объект. Не шучу. Так же на сварном шве продольные расслоения в металле могут дать проблему, плохо отпущенный металл (перенапряжен, он тогда может "пощелкивать" при сварке) УЗК может давать мелкие трещиные, по факту нет, старый металл может давать что угодно, по факту может ничего не быть, а может быть жуткое говно.
5. Сам дефект. Не его форма, а именно чем набит внутри. Сера внутри, хорошо закатанная может давать плоскодонку 2 мм, а в реале дыра мизинцем не закроешь, флокены могут давать очень слабый сигнал, но там может быть жопа, особенно через дней 10, неметаллические почти не дают сигнал, по краям только, а прорез, как ножовкой пилили.
Поэтому и говорю, что корреляции нет.
Как поступать? Когда-то я подошёл с таким вопросом к одной очень умной и опытной женщине-металловеду. Она еврейка, училась и начинала еще с теми, кто после войны поднимал металлургию СССР, с не даже заносчивая немчура, когда приезжала к нам тихо и уважительно говорила. Она мне ответила так:
"Поступай по Закону. У тебя какой закон? ГОСТ. Вот по нему и делай. Что написано? Превышает уровень? Значит брак."
Добавлю, можно ли с помощью УЗК казать что за дефект и какие размеры? Можно. Но будет стоить это от поллимона в рубля. Заказывайте экспертизу от ЭХО+ системой АУЗК АВГУР и будет вам ответ. Они дадут реальные размеры. Хочете, что бы я сказал вам так, без оплаты в поллимона и без соотвествующего оборудования? Давайте кубики, кинем вместе, погадаем, можно на картах. За эти деньги только так.