Необходимо УЗК вместо РГК.
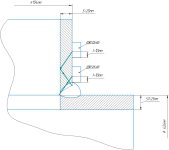
сложно проконтролировать кромку приварки большой трубы. кромка трубы 194 контролируется легко- можно снаружи кратным лучом, можно изнутри прямым.
по поводу кромки большой трубы. можно посоветовать угол ввода в районе 80 градусов, можно продольными тоже таким углом ввода. причем ввод может быть с двух поверхностей трубы 194 это позволит просмотреть все сечение.
конечно, контроль несколько неординарный и желательно попробовать на образцах. в любом случае нужен опыт, так сразу может не получиться. тут есть варианты и из них нужно выбрать оптимальные. всегда предварительно нужно разобраться в деталях.
ну если принципиально, то этот шов контролируется и контролируется достаточно достоверно, хотя геометрия переменная и места для сканирования маловато, но все это можно удовлетворительно решить. стоит это усилий?- это уже по месту.
рентген в данном случае вряд ли будет достоверней. ну увидите рентгеном всякую объемную мелочь, может даже местами межваликовые непровары. это так, для формального контроля. конечно, если там вообще все в непроварах, то тогда рентген решает вопрос о годности с очевидностью, а если несплавления по кромкам, то как это рентгеном можно увидеть?