речь то вот о чем шла:Уважаемый! Очень рад за Вас,что Вам это известно, но ваащета речь шла о малотолщинке, в частности о РВСах V-до 1000м.куб.- такие полистовкой не строют-нецелесообразно.
4-5 мм, это уже разделка кромок (для полного проплавления). А теперь представьте себе рулон металла несколько метров длинной, который при разматывании весь вихляется, как сопля на заборе. Пока его весь не собрали он совсем не "вертикальный". И Вы хотите варить тавровый шов с полным проплавлением?
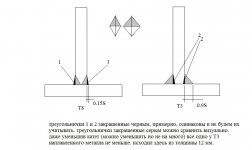
представил, но совершенно не понял какая разница будет для "вертикальности", что шов с полным проплавлением или с конструктивным непроваром?
кроме рулонированных резервуаров есть технология полистовой сборки.
ну? тут вообще о толщине речи нет. я упомянул о технологии полистовой сборки не потому, что я про это знаю, а потому, что там монтируемые стенки не деформированные и у них с вертикальностью все нормально- так что там уторный шов с полным проплавлением лучше будет вариться.
Колян2, ну не нужно мне приписывать лишнее, не хорошо это. я вообще не собирался ничего писать по существу контроля резервуаров и, тем более, технологии их изготовления. у меня вообще по этому поводу никаких вопросов нет, все что мне нужно по резервуарам я могу выяснить у своих коллег, которые занимаются проектированием и ремонтом резервуаров, а не здесь на форуме. вы меня втянули в эту дискуссию и, чувствую, скоро дело дойдет до того, что меня запишут в поборники УЗК малых толщин и я должен буду доказывать эффективность такого дела?