В
В мире НК
Guest
Особенности НК прокатных валков
Об авторе
Необходимо войти для просмотра
Самедов Явер Юзифович
Зав. лабораторией автоматизации НК ОАО «НПО ЦНИИТМАШ», г. Москва,
к. т. н., III уровень по акустическому, вихретоковому и визуально-измерительному видам НК
В последние годы вопросам качества прокатных валков уделяется все большее внимание. Уменьшение количества аварийных выходов валков из строя, приводящих к многомиллионным потерям из-за простоя прокатных станов, позволит повысить эффективность прокатного производства.
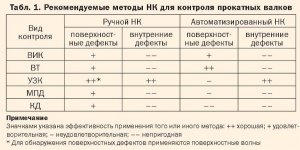
Задачу полного контроля прокатных валков можно решить путем комплексного применения различных методов НК. В табл. 1 приведены методы НК, которые, по мнению автора, могут быть эффективны при ручном и автоматизированном контроле прокатных валков.
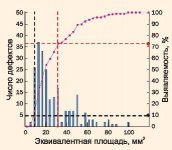
В процессе УЗК размер дефекта характеризуется эквивалентной площадью Sэ, мм2. На рис. 1 приведена гистограмма распределения дефектов по эквивалентным размерам при контроле опорных валков.
В настоящее время браковочный уровень при УЗК опорных валков с использованием продольных волн составляет 87 мм2. При уровне фиксации, превышающем браковочный на 6 дБ, чувствительность будет соответствовать 43,5 мм2. Как видно из графика, в этом случае более 70 % дефектов оказываются незафиксированными. В случае повышения поискового уровня до 10 мм2 выявляемость достигнет 90 %, что также позволит производить мониторинг развития внутренних дефектов.
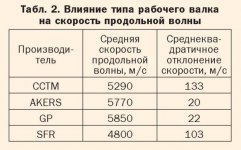
Нами были проведены исследования по возможности УЗК одно и двухслойных чугунных валков на частотах 0,6, 1, 2 и 5 МГц. В результате цикла экспериментов было установлено, что контроль всех типов (испытываемых) рабочих валков возможен на частоте до 1 МГц включительно. В этом случае наблюдается четкий донный сигнал на всех типах чугунных валков. В зависимости от вида чугуна (шаровидный, серый и т. д.), из которого отлит валок, возможен контроль и на более высокой частоте. Так, например, в экспериментах фиксировался донный сигнал даже на частоте 5 МГц при контроле рабочих валков фирм Akers (Бельгия) и GP (Германия) с диаметром бочки 700 мм.
Об авторе
Необходимо войти для просмотра
Самедов Явер Юзифович
Зав. лабораторией автоматизации НК ОАО «НПО ЦНИИТМАШ», г. Москва,
к. т. н., III уровень по акустическому, вихретоковому и визуально-измерительному видам НК
В последние годы вопросам качества прокатных валков уделяется все большее внимание. Уменьшение количества аварийных выходов валков из строя, приводящих к многомиллионным потерям из-за простоя прокатных станов, позволит повысить эффективность прокатного производства.
Необходимо войти для просмотра
Задачу полного контроля прокатных валков можно решить путем комплексного применения различных методов НК. В табл. 1 приведены методы НК, которые, по мнению автора, могут быть эффективны при ручном и автоматизированном контроле прокатных валков.
Необходимо войти для просмотра
Рис. 1. Распределения дефектов по эквивалентным размерам при контроле опорных валков
Рис. 1. Распределения дефектов по эквивалентным размерам при контроле опорных валков
В процессе УЗК размер дефекта характеризуется эквивалентной площадью Sэ, мм2. На рис. 1 приведена гистограмма распределения дефектов по эквивалентным размерам при контроле опорных валков.
В настоящее время браковочный уровень при УЗК опорных валков с использованием продольных волн составляет 87 мм2. При уровне фиксации, превышающем браковочный на 6 дБ, чувствительность будет соответствовать 43,5 мм2. Как видно из графика, в этом случае более 70 % дефектов оказываются незафиксированными. В случае повышения поискового уровня до 10 мм2 выявляемость достигнет 90 %, что также позволит производить мониторинг развития внутренних дефектов.
Нами были проведены исследования по возможности УЗК одно и двухслойных чугунных валков на частотах 0,6, 1, 2 и 5 МГц. В результате цикла экспериментов было установлено, что контроль всех типов (испытываемых) рабочих валков возможен на частоте до 1 МГц включительно. В этом случае наблюдается четкий донный сигнал на всех типах чугунных валков. В зависимости от вида чугуна (шаровидный, серый и т. д.), из которого отлит валок, возможен контроль и на более высокой частоте. Так, например, в экспериментах фиксировался донный сигнал даже на частоте 5 МГц при контроле рабочих валков фирм Akers (Бельгия) и GP (Германия) с диаметром бочки 700 мм.
Необходимо войти для просмотра