В
В мире НК
Guest
Проблемы прогнозирования работоспособности конструкций по данным НК
Об авторах
Коллектив сотрудников ФГУП ЦНИИ КМ «Прометей», Санкт-Петербург:
Необходимо войти для просмотра
Варовин Андрей Яковлевич
Начальник сектора, к. т. н.
Карзов Юрий Яковлевич
Заместитель Генерального директора, действительный член Инженерной АН России, д. т. н.
Марголин Борис Захарович
Начальник лаборатории, д. т. н.
Введение
На стадии проектирования любой конструкции выполняется расчетное обоснование ее прочности и ресурса. Проектирование, изготовление и эксплуатация оборудования базируются на ранее накопленном опыте и знаниях, и в большинстве случаев это позволяет избежать существенных просчетов, но и они вполне возможны. Во-первых, не все факторы учитываются в расчетах. В частности, это относится к дефектам технологического происхождения, без которых, как известно, изготовить конструкцию невозможно. Любой такой дефект является концентратором напряжений, а, значит, приводит к повышению нагрузки на материал и к снижению прочности и долговечности конструкции. Во-вторых, не все факторы можно учесть, т. к. наши знания ограничены. Наиболее существенные просчеты такого рода возникают в тех случаях, когда в новой конструкции используются новые решения, и следствием этого является смена доминирующего механизма повреждения материала, для которого, в отсутствие прецедентов, расчетный анализ прочности и долговечности при проектировании не был предусмотрен.
Так или иначе, но следует учитывать, что в конструкции могут появиться дефекты, которые не рассматривались при проектном обосновании прочности и долговечности. Их развитие может привести к преждевременному и неожиданному отказу из-за потери жесткости конструкции, ее герметичности, прочности и т. д. Именно поэтому для ответственных конструкций предусматривается контроль сплошности металла как при изготовлении, так и в процессе эксплуатации.
Обеспечение работоспособности и безопасности эксплуатации конструкций является главной целью всех проверок, в том числе и НК. Последний требует времени, трудозатрат, а в ряде случаев — разработки и создания специального оборудования, так что его проведение должно быть оправдано. Всегда ли он необходим настолько, чтобы идти на расходы, связанные с выполнением контроля, с удлинением производственного цикла при изготовлении и с простоем оборудования на период контроля при эксплуатации? Каким требованиям должен удовлетворять контроль сплошности металла? Принципиальные ответы на эти вопросы диктуются задачей, которая должна быть решена при эксплуатационном контроле сплошности металла.
При проектировании конструктор рассчитывает на то, что свойства реального материала и уровень технологической дефектности будут максимально близки к тем, которые можно обеспечить при достигнутом уровне производства и которые заложены в обоснование срока службы. Соответственно, при изготовлении оборудования главной задачей контроля является проверка соблюдения технологии изготовления полуфабрикатов и элементов конструкции. Поэтому на этой стадии нужно стараться найти по возможности все дефекты, которых принципиально можно избежать при строгом соблюдении технологии, т. к. появление таких дефектов свидетельствует об отклонениях технологических режимов от заданных. И нормы допускаемых дефектов следует принимать достаточно жесткими, хотя при этом неизбежно придется поступиться гарантиями выявления и точностью оценки дефектов малого размера. При этом нормы допустимых дефектов целесообразно принимать одинаковыми для всех однотипных и близких по размерам узлов независимо от того, где такой узел, например, сварной шов, будет расположен в конструкции.
На стадии эксплуатации возможности контроля и ремонта, как правило, значительно меньше, чем при изготовлении. В то же время, эксплуатационный контроль периодически повторяется, так что гарантии работоспособности и безопасности могут быть ограничены не полным проектным сроком службы, а межконтрольным периодом. Поэтому при эксплуатационном контроле целесообразно пойти на увеличение размеров допускаемых дефектов до пределов, при которых еще можно гарантировать работоспособность оборудования хотя бы до следующего контроля. Но при этом необходимо обеспечить достаточно высокие гарантии того, что недопустимые дефекты будут своевременно выявлены.
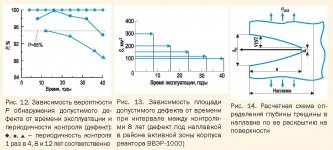
Размер критической трещины при хрупком разрушении в первом приближении пропорционален квадрату отношения вязкости разрушения к приложенным напряжениям [1]. Следовательно, даже для однотипных по конструкции и размерам узлов нормы допустимых дефектов должны быть разными в зависимости от того, где этот узел находится в конструкции, т. к. от этого может очень сильно зависеть уровень рабочих нагрузок. Например, максимальные рабочие напряжения в сварных швах корпуса реактора ВВЭР-1000 различаются более чем в 3 раза. Соответственно, размеры критических трещин в них отличаются в 10 раз и более. Кроме того, со временем под действием эксплуатационных нагрузок может происходить деградация свойств материала, значит, размер допускаемого дефекта должен зависеть от времени эксплуатации. Этот фактор может быть очень существенным. Например, радиационное охрупчивание материала корпуса реактора ВВЭР-1000 приводит к уменьшению вязкости разрушения в 2 раза. Соответственно, размер критического дефекта к концу проектного срока службы уменьшается более чем в 4 раза. Для других реакторов типа ВВЭР, имеющих более высокий флюенс нейтронов, уменьшение размера критической трещины может достигать 10 раз и более. Очевидно, что указанные факторы весьма существенны и должны учитываться при эксплуатационном контроле.
Таким образом, производственный и эксплуатационный НК существенно различаются. В данной работе рассмотрены проблемы контроля на стадии эксплуатации.
Анализ системы оценки текущего состояния конструкции
Контроль сплошности металла оборудования включает в себя собственно поиск дефектов и принятие решения по результатам поиска. Принципиально и при изготовлении, и при эксплуатации можно рассматривать каждый конкретный случай и оценивать допустимость каждого обнаруженного дефекта по результатам отдельного расчета прочности для обнаруженного дефекта. Однако при таком подходе решение вопроса превращается в исследовательскую работу. Поэтому общепринята практика, когда решение принимается путем сравнения параметров обнаруженных дефектов с нормами допускаемых дефектов. Строго говоря, дефекты, превышающие нормы, должны быть устранены, а остальные - пропущены без исправления. При отсутствии недопустимых дефектов конструкция считается годной к эксплуатации.
Рассмотрим, какие основные ошибки и проблемы возникают при такой процедуре принятия решения о состоянии конструкции.
1. Фактически принимается, что, если дефект не обнаружен, то его нет. Этот вывод далеко не всегда справедлив. Даже при автоматическом контроле, когда исключен «человеческий фактор», далеко не все параметры детерминированы, и обнаружение дефекта имеет вероятностный характер.
2. Для всех обнаруженных дефектов определяются размеры и другие параметры для сравнения с нормами допускаемых дефектов. Ошибка в оценке размеров обнаруженного дефекта ведет к ошибке в квалификации дефекта как допустимого или недопустимого.
Эти две ошибки обусловлены в основном недостатками методик и средств контроля и размерами дефекта. При прочих равных условиях вероятность ошибки тем больше, чем меньше дефект.
3. Ошибка в назначении размеров допустимых дефектов ведет к ошибке решения, принимаемого по результатам контроля. Завышенные требования ведут к неоправданному ремонту, а заниженные - к отказу оборудования в процессе эксплуатации. Кроме того, как уже отмечено, уменьшение размера допустимых дефектов ведет к снижению надежности их обнаружения, что снижает достоверность принятого решения. Устранение этой ошибки относится в основном к сфере анализа прочности.
4. Для проведения расчета прочности конструкции с дефектом зачастую надо знать те параметры дефекта, которые нельзя получить средствами и методами НК. Получается, что контроль выполнен, а построить по его результатам прогноз прочности нельзя. Решение этой проблемы требует совершенствования как методик контроля, так и подходов к прочностному анализу.
Основным средством оценки и прогноза работоспособности является расчет прочности, так что НК должен быть подчинен решению задачи информационного обеспечения такого расчета. В свою очередь прочностной анализ должен дать указания, где, когда и какие дефекты надо найти. Анализ прочности при наличии дефектов является достаточно обширной областью знаний. В данной статье рассмотрены только те аспекты проблем расчета на прочность, которые непосредственно связаны с проблемами выявления и оценки дефектов.
Рассмотрим, когда и зачем следует прибегать к НК в процессе эксплуатации.
Само отсутствие отказа свидетельствует о том, что в конструкции нет дефектов, которые сказываются на ее работоспособности. А дефекты, которые не мешают нормальному функционированию оборудования, вообще говоря, могут быть оставлены без исправления. Поэтому простейшим способом решения вопроса о дефектах является эксплуатация до тех пор, пока появившийся дефект не проявится. В большинстве случаев так и поступают с элементами и узлами, отказ которых из-за появления дефекта не приводит к тяжелым последствиям, восстановительный ремонт можно выполнить достаточно легко и быстро, и затраты на него меньше, чем на НК.
В ряде случаев размеры дефектов, являющихся критическими по критерию целостности оборудования, во много раз превышают размеры тех дефектов, которые реально могут появиться. Например, по правилам изготовления оборудования атомных энергетических установок (АЭУ) технологические дефекты ограничены нормами [2] и не превышают 3 ÷ 5 % от толщины стенки элемента. При этом для трубопроводов практически реализуется концепция «течь перед разрушением», т. е. глобальное разрушение невозможно даже при появлении сквозной трещины в стенке трубопровода [3]. Понятно, что нельзя гарантировать, что при изготовлении не только не возникнут, но и по каким-то причинам будут пропущены дефекты, превышающие допустимые. Однако даже с учетом развития таких дефектов под действием эксплуатационных нагрузок трудно объяснить, как могут появиться трещины, близкие по размерам к толщине стенки элемента. В тех случаях, когда исключен механизм коррозионного растрескивания, с достаточными основаниями можно считать, что появление таких дефектов маловероятно, т. к. для этого просто нет реальных механизмов.
В объем периодического контроля состояния ответственных конструкций включается проверка пробной нагрузкой, которая превышает эксплуатационные нагрузки. Так все оборудование I контура АЭУ подвергается периодическим гидравлическим испытаниям на прочность [4]. Давление в этом режиме больше, а температура, как правило, ниже, чем в режимах эксплуатации. В том случае, если во всех режимах в районе дефекта напряжения выше, а температура ниже, чем при гидроиспытаниях, условия для хрупкого разрушения сосуда давления или течи трубопровода при испытаниях наиболее благоприятны. Следовательно, если разрушение и течь не возникли при гидроиспытаниях, то они невозможны и в любом эксплуатационном режиме. Тогда на основании положительного результата испытаний можно утверждать, что в элементе нет дефектов, которые являются критическими для эксплуатационных режимов.
Таким образом, зачастую заключение о возможности продолжения безопасной эксплуатации конструкции можно получить и без НК. Однако при этом надо иметь в виду, что, во-первых, это возможно не всегда. Например, в некоторых частях корпусов атомных реакторов типа ВВЭР по температурно-силовым условиям нагружения наиболее опасным является режим аварийного охлаждения активной зоны. Так что отсутствие разрушения при гидравлических испытаниях реактора не гарантирует прочность в аварийной ситуации. Во-вторых, в отсутствие контроля невозможно прогнозировать развитие ситуации. Пусть даже заключение об отсутствии опасных дефектов вполне обоснованно, но ведь больше о дефектах ничего не известно. Дефект может быть сколь угодно близок к опасному, но ни где он расположен, никогда он станет опасным, остается неизвестным. Поэтому невозможно ни рассчитать оставшийся запас времени, ни устранить дефект до того, как он приведет к отказу или вырастет до размеров, которые существенно осложнят ремонт.
Учитывая проблематику данного журнала, в статье рассмотрен тот случай, когда по тем или иным причинам оценка состояния конструкции выполняется на базе результатов НК. При этом основное внимание уделено проблемам, обусловленным некоторой разобщенностью дефектоскопии и механики разрушения, и путям решения этих проблем.
Общая схема решения задачи
Концепция системы эксплуатационного НК может быть сформулирована следующим образом: в процессе эксплуатации необходимо и достаточно с вероятностью не ниже заданной обнаружить те дефекты, которые могут привести к нарушению нормальной работы оборудования.
Ключевыми вопросами оптимизации системы эксплуатационного контроля являются следующие:
- какие дефекты принять допустимыми на стадии эксплуатации?
- как обеспечить гарантию выявления недопустимых дефектов?
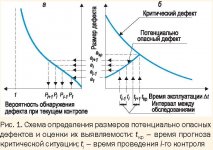
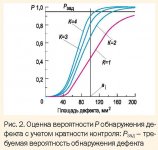
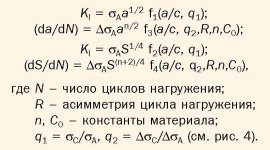
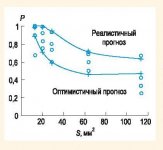
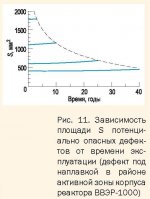
Рассмотрим общий подход к решению этих вопросов. Отправной точкой является определение ситуаций, которые следует рассматривать как критические с точки зрения работоспособности конструкций и механизмов, Зная эти механизмы, можно рассчитать, какой наименьший дефект в данном месте конструкции может создать критическую ситуацию при наиболее опасном режиме эксплуатации. В том случае, если свойства материала со временем ухудшаются, размер такого критического дефекта будет постепенно уменьшаться (рис. 1б). Далее, зная механизм развития дефекта, можно рассчитать кинетику роста дефекта от некоторого исходного размера до критического. Теперь мы знаем, когда и какой дефект надо найти, чтобы исключить критическую ситуацию на данном интервале времени эксплуатации. Этот дефект и является искомым. Зная характеристики данного дефекта и метода контроля, можно определить вероятность Р обнаружения дефекта выбранным методом (рис. 1а). Если она недостаточна, можно учесть, что эксплуатационный контроль выполняется с определенной периодичностью Δ t, и рассчитать вероятность обнаружения искомого дефекта с учетом кратности контроля, т. е. числа обследований К, проведенных от начала эксплуатации объекта до данного момента времени (рис. 2). Задача контроля будет решена, если для всего заданного срока службы будет обеспечена требуемая вероятность выявления искомого дефекта.
Основным параметром дефекта является его размер. Однако и при анализе прочности, и при анализе выявляемости дефектов важное значение имеют также тип, форма, ориентация и расположение дефекта в конструктивном элементе.
Количество вариантов сочетания этих факторов огромно. Рассмотреть и регламентировать все варианты невозможно и бесполезно. Даже если это сделать, то получатся нормы дефектов, пользоваться которыми будет нельзя. Следовательно, необходимо прибегнуть к разумной схематизации возможных ситуаций, которая сократит количество вариантов до минимума, но позволит учесть наиболее значимые факторы, оказывающие влияние и на прочность, и на выявляемость дефектов. Разработка и обоснование такой схематизации является первой проблемой.
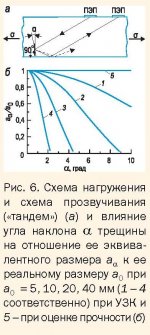
Второй проблемой является недостаточная информативность контроля. Например, УЗК дает только оценку эквивалентной площади и место залегания дефекта, а для расчета прочности нужны реальные размеры и некоторые другие параметры. Таким образом, возникает проблема, как оценить влияние дефекта на прочность по таким ограниченным данным и как регламентировать допустимый дефект в терминах, доступных для контроля.
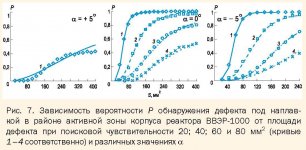
Третья проблема - определение вероятности обнаружения дефекта. Оценка этой величины может быть получена с использованием функций выявляемости. Их можно получить обработкой результатов УЗК и вскрытия дефектов. Но такой путь требует большого статистического материала. Для таких изделий, как корпуса реакторов, он практически невозможен, и единственной альтернативой является получение таких зависимостей расчетным путем.
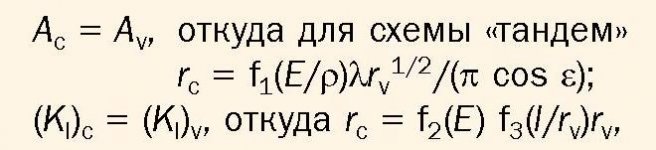
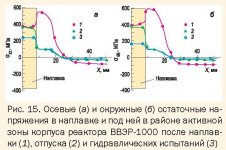
Решение этих проблем невозможно без учета конкретных особенностей конструкции. Для того, чтобы проиллюстрировать способ решения этих проблем, в качестве объекта выбран сварной шов корпуса атомного реактора типа ВВЭР-1000, расположенный в районе его активной зоны. При этом рассмотрен дефект, находящийся в шве непосредственно под антикоррозионной наплавкой. Для рассматриваемого случая критической ситуацией является инициирование хрупкого разрушения в режиме аварийного охлаждения активной зоны. При анализе прочности должно быть учтено, что в данном месте происходит постепенное охрупчивание материала под действием нейтронного облучения. Механизмом роста дефекта является усталость под действием циклических нагрузок, возникающих на переходных режимах. Основным способом оценки сплошности металла является УЗК автоматизированной системой СК-187. Контроль корпуса в районе активной зоны выполняется по схеме «тандем» эхо-методом с трансформаций волн.
Об авторах
Коллектив сотрудников ФГУП ЦНИИ КМ «Прометей», Санкт-Петербург:
Необходимо войти для просмотра
Варовин Андрей Яковлевич
Начальник сектора, к. т. н.
Карзов Юрий Яковлевич
Заместитель Генерального директора, действительный член Инженерной АН России, д. т. н.
Марголин Борис Захарович
Начальник лаборатории, д. т. н.
Введение
На стадии проектирования любой конструкции выполняется расчетное обоснование ее прочности и ресурса. Проектирование, изготовление и эксплуатация оборудования базируются на ранее накопленном опыте и знаниях, и в большинстве случаев это позволяет избежать существенных просчетов, но и они вполне возможны. Во-первых, не все факторы учитываются в расчетах. В частности, это относится к дефектам технологического происхождения, без которых, как известно, изготовить конструкцию невозможно. Любой такой дефект является концентратором напряжений, а, значит, приводит к повышению нагрузки на материал и к снижению прочности и долговечности конструкции. Во-вторых, не все факторы можно учесть, т. к. наши знания ограничены. Наиболее существенные просчеты такого рода возникают в тех случаях, когда в новой конструкции используются новые решения, и следствием этого является смена доминирующего механизма повреждения материала, для которого, в отсутствие прецедентов, расчетный анализ прочности и долговечности при проектировании не был предусмотрен.
Так или иначе, но следует учитывать, что в конструкции могут появиться дефекты, которые не рассматривались при проектном обосновании прочности и долговечности. Их развитие может привести к преждевременному и неожиданному отказу из-за потери жесткости конструкции, ее герметичности, прочности и т. д. Именно поэтому для ответственных конструкций предусматривается контроль сплошности металла как при изготовлении, так и в процессе эксплуатации.
Обеспечение работоспособности и безопасности эксплуатации конструкций является главной целью всех проверок, в том числе и НК. Последний требует времени, трудозатрат, а в ряде случаев — разработки и создания специального оборудования, так что его проведение должно быть оправдано. Всегда ли он необходим настолько, чтобы идти на расходы, связанные с выполнением контроля, с удлинением производственного цикла при изготовлении и с простоем оборудования на период контроля при эксплуатации? Каким требованиям должен удовлетворять контроль сплошности металла? Принципиальные ответы на эти вопросы диктуются задачей, которая должна быть решена при эксплуатационном контроле сплошности металла.
При проектировании конструктор рассчитывает на то, что свойства реального материала и уровень технологической дефектности будут максимально близки к тем, которые можно обеспечить при достигнутом уровне производства и которые заложены в обоснование срока службы. Соответственно, при изготовлении оборудования главной задачей контроля является проверка соблюдения технологии изготовления полуфабрикатов и элементов конструкции. Поэтому на этой стадии нужно стараться найти по возможности все дефекты, которых принципиально можно избежать при строгом соблюдении технологии, т. к. появление таких дефектов свидетельствует об отклонениях технологических режимов от заданных. И нормы допускаемых дефектов следует принимать достаточно жесткими, хотя при этом неизбежно придется поступиться гарантиями выявления и точностью оценки дефектов малого размера. При этом нормы допустимых дефектов целесообразно принимать одинаковыми для всех однотипных и близких по размерам узлов независимо от того, где такой узел, например, сварной шов, будет расположен в конструкции.
На стадии эксплуатации возможности контроля и ремонта, как правило, значительно меньше, чем при изготовлении. В то же время, эксплуатационный контроль периодически повторяется, так что гарантии работоспособности и безопасности могут быть ограничены не полным проектным сроком службы, а межконтрольным периодом. Поэтому при эксплуатационном контроле целесообразно пойти на увеличение размеров допускаемых дефектов до пределов, при которых еще можно гарантировать работоспособность оборудования хотя бы до следующего контроля. Но при этом необходимо обеспечить достаточно высокие гарантии того, что недопустимые дефекты будут своевременно выявлены.
Размер критической трещины при хрупком разрушении в первом приближении пропорционален квадрату отношения вязкости разрушения к приложенным напряжениям [1]. Следовательно, даже для однотипных по конструкции и размерам узлов нормы допустимых дефектов должны быть разными в зависимости от того, где этот узел находится в конструкции, т. к. от этого может очень сильно зависеть уровень рабочих нагрузок. Например, максимальные рабочие напряжения в сварных швах корпуса реактора ВВЭР-1000 различаются более чем в 3 раза. Соответственно, размеры критических трещин в них отличаются в 10 раз и более. Кроме того, со временем под действием эксплуатационных нагрузок может происходить деградация свойств материала, значит, размер допускаемого дефекта должен зависеть от времени эксплуатации. Этот фактор может быть очень существенным. Например, радиационное охрупчивание материала корпуса реактора ВВЭР-1000 приводит к уменьшению вязкости разрушения в 2 раза. Соответственно, размер критического дефекта к концу проектного срока службы уменьшается более чем в 4 раза. Для других реакторов типа ВВЭР, имеющих более высокий флюенс нейтронов, уменьшение размера критической трещины может достигать 10 раз и более. Очевидно, что указанные факторы весьма существенны и должны учитываться при эксплуатационном контроле.
Таким образом, производственный и эксплуатационный НК существенно различаются. В данной работе рассмотрены проблемы контроля на стадии эксплуатации.
Анализ системы оценки текущего состояния конструкции
Контроль сплошности металла оборудования включает в себя собственно поиск дефектов и принятие решения по результатам поиска. Принципиально и при изготовлении, и при эксплуатации можно рассматривать каждый конкретный случай и оценивать допустимость каждого обнаруженного дефекта по результатам отдельного расчета прочности для обнаруженного дефекта. Однако при таком подходе решение вопроса превращается в исследовательскую работу. Поэтому общепринята практика, когда решение принимается путем сравнения параметров обнаруженных дефектов с нормами допускаемых дефектов. Строго говоря, дефекты, превышающие нормы, должны быть устранены, а остальные - пропущены без исправления. При отсутствии недопустимых дефектов конструкция считается годной к эксплуатации.
Рассмотрим, какие основные ошибки и проблемы возникают при такой процедуре принятия решения о состоянии конструкции.
1. Фактически принимается, что, если дефект не обнаружен, то его нет. Этот вывод далеко не всегда справедлив. Даже при автоматическом контроле, когда исключен «человеческий фактор», далеко не все параметры детерминированы, и обнаружение дефекта имеет вероятностный характер.
2. Для всех обнаруженных дефектов определяются размеры и другие параметры для сравнения с нормами допускаемых дефектов. Ошибка в оценке размеров обнаруженного дефекта ведет к ошибке в квалификации дефекта как допустимого или недопустимого.
Эти две ошибки обусловлены в основном недостатками методик и средств контроля и размерами дефекта. При прочих равных условиях вероятность ошибки тем больше, чем меньше дефект.
3. Ошибка в назначении размеров допустимых дефектов ведет к ошибке решения, принимаемого по результатам контроля. Завышенные требования ведут к неоправданному ремонту, а заниженные - к отказу оборудования в процессе эксплуатации. Кроме того, как уже отмечено, уменьшение размера допустимых дефектов ведет к снижению надежности их обнаружения, что снижает достоверность принятого решения. Устранение этой ошибки относится в основном к сфере анализа прочности.
4. Для проведения расчета прочности конструкции с дефектом зачастую надо знать те параметры дефекта, которые нельзя получить средствами и методами НК. Получается, что контроль выполнен, а построить по его результатам прогноз прочности нельзя. Решение этой проблемы требует совершенствования как методик контроля, так и подходов к прочностному анализу.
Основным средством оценки и прогноза работоспособности является расчет прочности, так что НК должен быть подчинен решению задачи информационного обеспечения такого расчета. В свою очередь прочностной анализ должен дать указания, где, когда и какие дефекты надо найти. Анализ прочности при наличии дефектов является достаточно обширной областью знаний. В данной статье рассмотрены только те аспекты проблем расчета на прочность, которые непосредственно связаны с проблемами выявления и оценки дефектов.
Рассмотрим, когда и зачем следует прибегать к НК в процессе эксплуатации.
Само отсутствие отказа свидетельствует о том, что в конструкции нет дефектов, которые сказываются на ее работоспособности. А дефекты, которые не мешают нормальному функционированию оборудования, вообще говоря, могут быть оставлены без исправления. Поэтому простейшим способом решения вопроса о дефектах является эксплуатация до тех пор, пока появившийся дефект не проявится. В большинстве случаев так и поступают с элементами и узлами, отказ которых из-за появления дефекта не приводит к тяжелым последствиям, восстановительный ремонт можно выполнить достаточно легко и быстро, и затраты на него меньше, чем на НК.
В ряде случаев размеры дефектов, являющихся критическими по критерию целостности оборудования, во много раз превышают размеры тех дефектов, которые реально могут появиться. Например, по правилам изготовления оборудования атомных энергетических установок (АЭУ) технологические дефекты ограничены нормами [2] и не превышают 3 ÷ 5 % от толщины стенки элемента. При этом для трубопроводов практически реализуется концепция «течь перед разрушением», т. е. глобальное разрушение невозможно даже при появлении сквозной трещины в стенке трубопровода [3]. Понятно, что нельзя гарантировать, что при изготовлении не только не возникнут, но и по каким-то причинам будут пропущены дефекты, превышающие допустимые. Однако даже с учетом развития таких дефектов под действием эксплуатационных нагрузок трудно объяснить, как могут появиться трещины, близкие по размерам к толщине стенки элемента. В тех случаях, когда исключен механизм коррозионного растрескивания, с достаточными основаниями можно считать, что появление таких дефектов маловероятно, т. к. для этого просто нет реальных механизмов.
В объем периодического контроля состояния ответственных конструкций включается проверка пробной нагрузкой, которая превышает эксплуатационные нагрузки. Так все оборудование I контура АЭУ подвергается периодическим гидравлическим испытаниям на прочность [4]. Давление в этом режиме больше, а температура, как правило, ниже, чем в режимах эксплуатации. В том случае, если во всех режимах в районе дефекта напряжения выше, а температура ниже, чем при гидроиспытаниях, условия для хрупкого разрушения сосуда давления или течи трубопровода при испытаниях наиболее благоприятны. Следовательно, если разрушение и течь не возникли при гидроиспытаниях, то они невозможны и в любом эксплуатационном режиме. Тогда на основании положительного результата испытаний можно утверждать, что в элементе нет дефектов, которые являются критическими для эксплуатационных режимов.
Таким образом, зачастую заключение о возможности продолжения безопасной эксплуатации конструкции можно получить и без НК. Однако при этом надо иметь в виду, что, во-первых, это возможно не всегда. Например, в некоторых частях корпусов атомных реакторов типа ВВЭР по температурно-силовым условиям нагружения наиболее опасным является режим аварийного охлаждения активной зоны. Так что отсутствие разрушения при гидравлических испытаниях реактора не гарантирует прочность в аварийной ситуации. Во-вторых, в отсутствие контроля невозможно прогнозировать развитие ситуации. Пусть даже заключение об отсутствии опасных дефектов вполне обоснованно, но ведь больше о дефектах ничего не известно. Дефект может быть сколь угодно близок к опасному, но ни где он расположен, никогда он станет опасным, остается неизвестным. Поэтому невозможно ни рассчитать оставшийся запас времени, ни устранить дефект до того, как он приведет к отказу или вырастет до размеров, которые существенно осложнят ремонт.
Учитывая проблематику данного журнала, в статье рассмотрен тот случай, когда по тем или иным причинам оценка состояния конструкции выполняется на базе результатов НК. При этом основное внимание уделено проблемам, обусловленным некоторой разобщенностью дефектоскопии и механики разрушения, и путям решения этих проблем.
Общая схема решения задачи
Концепция системы эксплуатационного НК может быть сформулирована следующим образом: в процессе эксплуатации необходимо и достаточно с вероятностью не ниже заданной обнаружить те дефекты, которые могут привести к нарушению нормальной работы оборудования.
Ключевыми вопросами оптимизации системы эксплуатационного контроля являются следующие:
- какие дефекты принять допустимыми на стадии эксплуатации?
- как обеспечить гарантию выявления недопустимых дефектов?
Необходимо войти для просмотра
Рассмотрим общий подход к решению этих вопросов. Отправной точкой является определение ситуаций, которые следует рассматривать как критические с точки зрения работоспособности конструкций и механизмов, Зная эти механизмы, можно рассчитать, какой наименьший дефект в данном месте конструкции может создать критическую ситуацию при наиболее опасном режиме эксплуатации. В том случае, если свойства материала со временем ухудшаются, размер такого критического дефекта будет постепенно уменьшаться (рис. 1б). Далее, зная механизм развития дефекта, можно рассчитать кинетику роста дефекта от некоторого исходного размера до критического. Теперь мы знаем, когда и какой дефект надо найти, чтобы исключить критическую ситуацию на данном интервале времени эксплуатации. Этот дефект и является искомым. Зная характеристики данного дефекта и метода контроля, можно определить вероятность Р обнаружения дефекта выбранным методом (рис. 1а). Если она недостаточна, можно учесть, что эксплуатационный контроль выполняется с определенной периодичностью Δ t, и рассчитать вероятность обнаружения искомого дефекта с учетом кратности контроля, т. е. числа обследований К, проведенных от начала эксплуатации объекта до данного момента времени (рис. 2). Задача контроля будет решена, если для всего заданного срока службы будет обеспечена требуемая вероятность выявления искомого дефекта.
Необходимо войти для просмотра
Основным параметром дефекта является его размер. Однако и при анализе прочности, и при анализе выявляемости дефектов важное значение имеют также тип, форма, ориентация и расположение дефекта в конструктивном элементе.
Количество вариантов сочетания этих факторов огромно. Рассмотреть и регламентировать все варианты невозможно и бесполезно. Даже если это сделать, то получатся нормы дефектов, пользоваться которыми будет нельзя. Следовательно, необходимо прибегнуть к разумной схематизации возможных ситуаций, которая сократит количество вариантов до минимума, но позволит учесть наиболее значимые факторы, оказывающие влияние и на прочность, и на выявляемость дефектов. Разработка и обоснование такой схематизации является первой проблемой.
Второй проблемой является недостаточная информативность контроля. Например, УЗК дает только оценку эквивалентной площади и место залегания дефекта, а для расчета прочности нужны реальные размеры и некоторые другие параметры. Таким образом, возникает проблема, как оценить влияние дефекта на прочность по таким ограниченным данным и как регламентировать допустимый дефект в терминах, доступных для контроля.
Третья проблема - определение вероятности обнаружения дефекта. Оценка этой величины может быть получена с использованием функций выявляемости. Их можно получить обработкой результатов УЗК и вскрытия дефектов. Но такой путь требует большого статистического материала. Для таких изделий, как корпуса реакторов, он практически невозможен, и единственной альтернативой является получение таких зависимостей расчетным путем.
Решение этих проблем невозможно без учета конкретных особенностей конструкции. Для того, чтобы проиллюстрировать способ решения этих проблем, в качестве объекта выбран сварной шов корпуса атомного реактора типа ВВЭР-1000, расположенный в районе его активной зоны. При этом рассмотрен дефект, находящийся в шве непосредственно под антикоррозионной наплавкой. Для рассматриваемого случая критической ситуацией является инициирование хрупкого разрушения в режиме аварийного охлаждения активной зоны. При анализе прочности должно быть учтено, что в данном месте происходит постепенное охрупчивание материала под действием нейтронного облучения. Механизмом роста дефекта является усталость под действием циклических нагрузок, возникающих на переходных режимах. Основным способом оценки сплошности металла является УЗК автоматизированной системой СК-187. Контроль корпуса в районе активной зоны выполняется по схеме «тандем» эхо-методом с трансформаций волн.