В
В мире НК
Guest
Оценка потенциальной опасности дефектов при автоматизированном УЗК объектов повышенной опасности
Об авторах
Сотрудники ООО «НПЦ «ЭХО+», г. Москва
Необходимо войти для просмотра
Бадалян Владимир Григорьевич
Заместитель директора, д. т. н.
Научные интересы - методы и средства обработки акустических изображений и сигналов,
разработка когерентных методов и ультразвуковых систем с когерентной обработкой данных
Необходимо войти для просмотра
Вопилкин Алексей Харитонович
Генеральный директор, д. т. н., профессор
Научные интересы - методы и средства определения параметров дефектов,
разработка ультразвуковых автоматизированных систем с когерентной обработкой данных
Введение
Методы УЗК широко применяются в промышленности Однако им присущи определенные недостатки, в частности, косвенный способ определения параметров дефектов, который далеко не всегда адекватно характеризует их реальные размеры [1]. Этих данных недостаточно специалистам по прочности для надежного расчета рабочего ресурса контролируемого объекта, содержащего несплошности. В результате для оценки качества объекта, находящегося в эксплуатации, используются завышенные нормы, предназначенные для вновь строящихся объектов. Это приводит к значительному объему ремонта, так как превышение норм требует проведения ремонта или замены шва.
Между тем, незнание характера и реальных размеров дефектов разрывает естественную связь двух научнотехнических областей, направленных на повышение надежности и определение ресурса контролируемых конструкций, -дефектоскопии и теории прочности. Специалистами в области прочности накоплен значительный опыт расчетов по определению состояния сварных швов и конструкций с учетом влияния дефектов, степени опасности дефекта и расчета ресурса работы дефектного объекта. Но для эффективного применения результатов прочностных расчетов необходимо иметь точную информацию о типах, размерах и местоположении обнаруженных дефектов. В этом случае открывается возможность создания норм оценки качества объектов, находящихся в эксплуатации. Поэтому в последнее время широкое распространение получили системы, использующие когерентную обработку данных [2 - 4]. Характерной их особенностью является возможность дополнитель-ногоопределения реальнойдлины,высоты и, если это необходимо, профиля дефекта, осуществления мониторинга контролируемых объектов [5]. Эта информация с учетом других характеристик, влияющих на прочность, используется при уточненном прочностном расчете ресурса работы сварного шва. При этом полностью выполняется технологическая цепочка, состоящая из УЗК и прочностного расчета с оценкой технического состояния и определением ресурса, срока и возможности дальнейшей эксплуатации контролируемого изделия.
Количественная оценка параметров дефекта
Адекватное количественное описание дефектов связано с полнотой информации, извлекаемой из измерений полей, рассеянных дефектами. Так как в традиционной дефектоскопии используются амплитудные и временные измерения эхо-импульсов, полученных данных недостаточно для точной оценки параметров дефектов. Поэтому исследователи применяли разнообразные «искусственные» приемы УЗК, адаптированные к конкретному объекту и увеличивающие доступную для анализа информацию, но эти приемы могли быть неэффективны при УЗК другого объекта. Наиболее часто при оценке опасности дефектов используются такие характеристики дефектов, как «условная длина» и «эквивалентная площадь», характеризующие максимальную амплитуду эхо-импульса от дефекта [6]. Хорошо известно, что описание наиболее опасных плоскостных дефектов таким параметром, как «эквивалентная площадь», не дает положительных результатов [1]. Специалисты по прочности при оценке опасности дефектов рассматривают совокупность измерений длины и высоты дефекта.
В последнее время необходимую информацию о дефекте получают при применении когерентных методов и средств УЗК: различных модификаций метода фокусированной синтезированной апертуры (SAFT, FT-SAFT, C-SAFT и др.) [4], методов и приборов с фазированными антенными решетками. В них используется амплитудная, фазовая, временная и пространственная характеристики поля, рассеянного несплошностью, что позволяет измерять ее реальные размеры и локализацию. Для этого строится «изображение» несплошности с высоким разрешением. При этом под «изображением» понимается распределение волнового поля в области несплошности. По виду этого поля можно сделать заключение о параметрах объекта. Характерным представителем приборов, в которых для получения акустических изображений применяются когерентные методы, являются системы серии «Авгур», которые позволяют измерять реальные размеры несплошностей и их координаты. Начиная с 1997 г., приборы этой серии достаточно широко применяются для выполнения АУЗК сварных соединений трубопро- водов различного диаметра в атомной энергетике, при транспортировке нефти и газа. Одной из важных особенностей систем «Авгур» является возможность наблюдения за параметрами выявленных дефектов в течение длительного времени. Это позволяет оценить потенциальную опасность дефектов и принять своевременные меры по сохранению работоспособности конструкции.
Далее будут рассмотрены примеры эффективности использования систем с когерентной обработкой данных для оценки потенциальной опасности дефектов.
Наблюдение за развитием дефектов
Очень привлекательным свойством систем с когерентной обработкой данных является слабая зависимость результатов контроля от амплитуды эхо-импульсов, так как свыше 70 % информации о несплошности содержится в фазовой составляющей данных контроля [7]. Этот факт позволяет выполнять периодический УЗК объекта с достаточно большим интервалом времени - от одного до нескольких лет. При этом выполняется сопоставление акустических изображений с высоким разрешением (результатов когерентной обработки), полученных при УЗК в различное время. Сравнивая эти изображения, можно оценить (и измерить) изменения не-сплошности за этот период. Для примера на рис. 1, 2 представлены когерентные изображения (В-, С- и D-типа) одной и той же области узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200 (схематично изображены линиями зеленого цвета), полученные в 2007 г. (рис. 1) и в 2008 г. (рис. 2).
Стрелки на этих рисунках указывают дефектную область галтельного перехода. Из рис. 1 видно, что на горизонтальной поверхности за галтельным переходом и на самом галтельном переходе имеются очаги коррозии высотой не более 2 мм. На рис. 2 хорошо виден дефект плоскостного типа в районе галтельного перехода, растущий из очага коррозии, отображенного на рис. 1. Высота этого дефекта - около 6 мм, и он не представляет опасности. Однако дальнейшие наблюдения за развитием этого дефекта необходимы, чтобы вовремя провести ремонт.
Об авторах
Сотрудники ООО «НПЦ «ЭХО+», г. Москва
Необходимо войти для просмотра
Бадалян Владимир Григорьевич
Заместитель директора, д. т. н.
Научные интересы - методы и средства обработки акустических изображений и сигналов,
разработка когерентных методов и ультразвуковых систем с когерентной обработкой данных
Необходимо войти для просмотра
Вопилкин Алексей Харитонович
Генеральный директор, д. т. н., профессор
Научные интересы - методы и средства определения параметров дефектов,
разработка ультразвуковых автоматизированных систем с когерентной обработкой данных
Введение
Методы УЗК широко применяются в промышленности Однако им присущи определенные недостатки, в частности, косвенный способ определения параметров дефектов, который далеко не всегда адекватно характеризует их реальные размеры [1]. Этих данных недостаточно специалистам по прочности для надежного расчета рабочего ресурса контролируемого объекта, содержащего несплошности. В результате для оценки качества объекта, находящегося в эксплуатации, используются завышенные нормы, предназначенные для вновь строящихся объектов. Это приводит к значительному объему ремонта, так как превышение норм требует проведения ремонта или замены шва.
Между тем, незнание характера и реальных размеров дефектов разрывает естественную связь двух научнотехнических областей, направленных на повышение надежности и определение ресурса контролируемых конструкций, -дефектоскопии и теории прочности. Специалистами в области прочности накоплен значительный опыт расчетов по определению состояния сварных швов и конструкций с учетом влияния дефектов, степени опасности дефекта и расчета ресурса работы дефектного объекта. Но для эффективного применения результатов прочностных расчетов необходимо иметь точную информацию о типах, размерах и местоположении обнаруженных дефектов. В этом случае открывается возможность создания норм оценки качества объектов, находящихся в эксплуатации. Поэтому в последнее время широкое распространение получили системы, использующие когерентную обработку данных [2 - 4]. Характерной их особенностью является возможность дополнитель-ногоопределения реальнойдлины,высоты и, если это необходимо, профиля дефекта, осуществления мониторинга контролируемых объектов [5]. Эта информация с учетом других характеристик, влияющих на прочность, используется при уточненном прочностном расчете ресурса работы сварного шва. При этом полностью выполняется технологическая цепочка, состоящая из УЗК и прочностного расчета с оценкой технического состояния и определением ресурса, срока и возможности дальнейшей эксплуатации контролируемого изделия.
Количественная оценка параметров дефекта
Адекватное количественное описание дефектов связано с полнотой информации, извлекаемой из измерений полей, рассеянных дефектами. Так как в традиционной дефектоскопии используются амплитудные и временные измерения эхо-импульсов, полученных данных недостаточно для точной оценки параметров дефектов. Поэтому исследователи применяли разнообразные «искусственные» приемы УЗК, адаптированные к конкретному объекту и увеличивающие доступную для анализа информацию, но эти приемы могли быть неэффективны при УЗК другого объекта. Наиболее часто при оценке опасности дефектов используются такие характеристики дефектов, как «условная длина» и «эквивалентная площадь», характеризующие максимальную амплитуду эхо-импульса от дефекта [6]. Хорошо известно, что описание наиболее опасных плоскостных дефектов таким параметром, как «эквивалентная площадь», не дает положительных результатов [1]. Специалисты по прочности при оценке опасности дефектов рассматривают совокупность измерений длины и высоты дефекта.
В последнее время необходимую информацию о дефекте получают при применении когерентных методов и средств УЗК: различных модификаций метода фокусированной синтезированной апертуры (SAFT, FT-SAFT, C-SAFT и др.) [4], методов и приборов с фазированными антенными решетками. В них используется амплитудная, фазовая, временная и пространственная характеристики поля, рассеянного несплошностью, что позволяет измерять ее реальные размеры и локализацию. Для этого строится «изображение» несплошности с высоким разрешением. При этом под «изображением» понимается распределение волнового поля в области несплошности. По виду этого поля можно сделать заключение о параметрах объекта. Характерным представителем приборов, в которых для получения акустических изображений применяются когерентные методы, являются системы серии «Авгур», которые позволяют измерять реальные размеры несплошностей и их координаты. Начиная с 1997 г., приборы этой серии достаточно широко применяются для выполнения АУЗК сварных соединений трубопро- водов различного диаметра в атомной энергетике, при транспортировке нефти и газа. Одной из важных особенностей систем «Авгур» является возможность наблюдения за параметрами выявленных дефектов в течение длительного времени. Это позволяет оценить потенциальную опасность дефектов и принять своевременные меры по сохранению работоспособности конструкции.
Далее будут рассмотрены примеры эффективности использования систем с когерентной обработкой данных для оценки потенциальной опасности дефектов.
Наблюдение за развитием дефектов
Очень привлекательным свойством систем с когерентной обработкой данных является слабая зависимость результатов контроля от амплитуды эхо-импульсов, так как свыше 70 % информации о несплошности содержится в фазовой составляющей данных контроля [7]. Этот факт позволяет выполнять периодический УЗК объекта с достаточно большим интервалом времени - от одного до нескольких лет. При этом выполняется сопоставление акустических изображений с высоким разрешением (результатов когерентной обработки), полученных при УЗК в различное время. Сравнивая эти изображения, можно оценить (и измерить) изменения не-сплошности за этот период. Для примера на рис. 1, 2 представлены когерентные изображения (В-, С- и D-типа) одной и той же области узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200 (схематично изображены линиями зеленого цвета), полученные в 2007 г. (рис. 1) и в 2008 г. (рис. 2).
Необходимо войти для просмотра
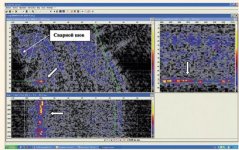
Рис. 1. Изображения В-, С- и D-типа области сварного соединения узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200, полученные по результатам контроля 2007 г.
Необходимо войти для просмотра
Рис. 2. Изображения В-, С- и D-типа области сварного соединения узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200, полученные по результатам контроля 2008 г.
Рис. 1. Изображения В-, С- и D-типа области сварного соединения узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200, полученные по результатам контроля 2007 г.
Необходимо войти для просмотра
Рис. 2. Изображения В-, С- и D-типа области сварного соединения узла приварки коллекторов теплоносителя к патрубкам парогенераторов Ду1200, полученные по результатам контроля 2008 г.
Стрелки на этих рисунках указывают дефектную область галтельного перехода. Из рис. 1 видно, что на горизонтальной поверхности за галтельным переходом и на самом галтельном переходе имеются очаги коррозии высотой не более 2 мм. На рис. 2 хорошо виден дефект плоскостного типа в районе галтельного перехода, растущий из очага коррозии, отображенного на рис. 1. Высота этого дефекта - около 6 мм, и он не представляет опасности. Однако дальнейшие наблюдения за развитием этого дефекта необходимы, чтобы вовремя провести ремонт.
Вложения



Последнее редактирование: