Поделитесь опытом. Для чего в большинстве современных ультразвуковых дефектоскопах предусмотрена регулировка диапазона контроля до 5000 мм и более? Что проверяют на таких глубинах и какими ПЭП? И как прикинуть площадь несплошности, которую еще можно выявить на глубинах более 1000 мм, если речь идет об обычных сталях с нормальной прозвучиваемостью?
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Большой диапазон контроля
- Автор темы speaky
- Дата начала
Ответить

Крупногабаритные поковки, бочка ротора генератора электростанций, гидровал ГЭС - это уже метры и метры. Сварные швы корпуса реактора АЭС до 300 мм толщиной, прикиньте, только для 45-градусного ПЭП это уже 420 мм пробега прямым лучом с чувствительностью регистрации 15 кв.мм.
Взяли опорный сигнал и определили запас усиления дефектоскопа с этим преобразователем, сделали поправку на затухание и уровень шума на интересующую глубину и смотрите, какой минимальной плоскодонке это соответствует.
Если бы я полагал, я бы не спрашивал...
Если необходимо проконтролировать изделие на глубине "4500-5000" мм от торцевой поверхности, доступ - от противоположного торца, ПЭП типа B2S, как в этом случае определить запас усиления дефектоскопа и др.?
2) Донного нет везде или только в некоторых областях? Если донного нет в каких-то зонах, то это повод задуматься о качестве поковки. Плюс факторы формы - параллельность поверхности ввода, уступы/выступы/проточки на валу.
3) Сделать образец из такого же материала и настроиться по нему.

Еще раз: в сообщении №2 – пошел разговор о ”опорном сигнале” – вот я и пытаюсь определиться – что за него брать в данных условиях – если донного нет (как вариант) – а вы мне про частоту…
Держу себя обеими руками...

5000мм писать не совсем верно, так как прибор все-таки измеряет время, а дальше переводит его в координаты.
Скорее всего Ваши 5000мм даны для продольной волны в стали, тогда получим длительность развертки для совмещенного режима работы ПЭП: 2*5000мм/5,9 мм/мкс= 1695 мкс.
Тогда для ПЭП121-2,5-50 получим диапазон контроля порядка 1700мм.
Много это или мало? Существуют дефектоскопы для контроля основного металла рельсов и труб, там диапазон существенно больше, например, АКР1224 позволяет искать дефекты в рельсах на расстоянии до 30 метров.
Но это экзотика, а в любом вагонном депо мы можем увидеть УД2-12, или Пеленг УД2-102, или УД-4Т Вотум, или УД2-70 и т.д с помощью которых контролируются оси колесных пар длиной порядка 2100мм - длительность развертки порядка 800 мкс (донный сигнал 90% экрана по горизонтали)
Почитайте например РД 07 09 или СТО РЖД 1.11.002
Как контролируют оси:
Берут донный, если донный отличается более, чем на 46 дБ, чем опорный сигнал, полученный от донной поверхности (59мм) в СО-2, то ось признается контроленепригодной по затуханию.
Для настройки используются настроечные образцы - оси с пропилами, для каждого пропила известен коэф. выявляемости относительно БЦО в СО-2. Если Кд отличается от табличного, вводят поправочный коэффициент


Nady
Дефектоскопист всея Руси
- Регистрация
- 06.08.2014
- Сообщения
- 2,454
- Реакции
- 221
А Вы полагаете, что все контролируют исключительно магистральные трубопроводы из кровельного железа?Для чего в большинстве современных ультразвуковых дефектоскопах предусмотрена регулировка диапазона контроля до 5000 мм и более?
Крупногабаритные поковки, бочка ротора генератора электростанций, гидровал ГЭС - это уже метры и метры. Сварные швы корпуса реактора АЭС до 300 мм толщиной, прикиньте, только для 45-градусного ПЭП это уже 420 мм пробега прямым лучом с чувствительностью регистрации 15 кв.мм.
Да по АРД.И как прикинуть площадь несплошности, которую еще можно выявить на глубинах более 1000 мм
Взяли опорный сигнал и определили запас усиления дефектоскопа с этим преобразователем, сделали поправку на затухание и уровень шума на интересующую глубину и смотрите, какой минимальной плоскодонке это соответствует.
А Вы полагаете, что все контролируют исключительно магистральные трубопроводы из кровельного железа?
Если бы я полагал, я бы не спрашивал...
Да по АРД.
Взяли опорный сигнал и определили запас усиления дефектоскопа с этим преобразователем, сделали поправку на затухание и уровень шума на интересующую глубину и смотрите, какой минимальной плоскодонке это соответствует.
Если необходимо проконтролировать изделие на глубине "4500-5000" мм от торцевой поверхности, доступ - от противоположного торца, ПЭП типа B2S, как в этом случае определить запас усиления дефектоскопа и др.?
Вложения
Александр_
Бывалый
Это скорее всего для контроля поверхностными и подповерхностными волнами.
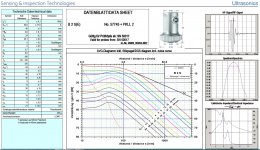
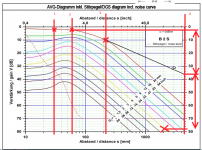
Будьте реалистом и не забывайте про уровень шума. Он на АРД-диаграмме пунктиром розовым показан. Для B2S на глубине 4000мм отражатель Дэ=12мм уже лежит на границе шумов. По факту уровня шума вы скорее всего достигните раньше, т.е. на такой глубине искать что-то меньше Дэ=15-16мм я бы не стал.Если необходимо проконтролировать изделие на глубине "4500-5000" мм от торцевой поверхности, доступ - от противоположного торца, ПЭП типа B2S, как в этом случае определить запас усиления дефектоскопа и др.?
Последнее редактирование:
Вы имеете в виду донный? А если нет (не дошел сигнал) донного. Какой брать за опорный. Звучим с торца вал (пруток).Да по АРД. Взяли опорный сигнал…
Затухание ясно. Что вы имеет в виду под шумами?сделали поправку на затухание и уровень шума на интересующую глубину
1) Взять другой ПЭП с меньшей частотой;Вы имеете в виду донный? А если нет (не дошел сигнал) донного. Какой брать за опорный. Звучим с торца вал (пруток).
2) Донного нет везде или только в некоторых областях? Если донного нет в каких-то зонах, то это повод задуматься о качестве поковки. Плюс факторы формы - параллельность поверхности ввода, уступы/выступы/проточки на валу.
3) Сделать образец из такого же материала и настроиться по нему.
Подключите любой ПЭП и чувствительность на максимум выкрутите, сами всё увидите.Затухание ясно. Что вы имеет в виду под шумами?
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Таки да! В том числе, но не только: контроль прутков и валов продольными волнами, контроль с многократным переотражением волн в объекте, контроль поковок. Кстати контролируют не только стальные изделия, но и например аллюминиевые (затухание и шумы меньше, чем в стали). И т. д.Это скорее всего для контроля поверхностными и подповерхностными волнами.
Естественно.1) Взять другой ПЭП с меньшей частотой.
Донного нет.2) Донного нет везде или только в некоторых областях? Если донного нет в каких-то зонах, то это повод задуматься о качестве поковки. Плюс факторы формы - параллельность поверхности ввода, уступы/выступы/проточки на валу.
Ага.. Разовая работа. Вал длинный – см. название темы.3) Сделать образец из такого же материала и настроиться по нему.
Еще раз: в сообщении №2 – пошел разговор о ”опорном сигнале” – вот я и пытаюсь определиться – что за него брать в данных условиях – если донного нет (как вариант) – а вы мне про частоту…
Алексей Воронов
Специалист
- Регистрация
- 17.09.2012
- Сообщения
- 376
- Реакции
- 29
Опорный сигнал - это сигнал от СО или СОП...Естественно.
Донного нет.
Ага.. Разовая работа. Вал длинный – см. название темы.
Еще раз: в сообщении №2 – пошел разговор о ”опорном сигнале” – вот я и пытаюсь определиться – что за него брать в данных условиях – если донного нет (как вариант) – а вы мне про частоту…
На ОК.Опорный сигнал - это сигнал от СО или СОП...
Алексей Воронов
Специалист
- Регистрация
- 17.09.2012
- Сообщения
- 376
- Реакции
- 29
Опорный сигнал получаете от отражателя с заранее известными параметрами (т.е. боковушка в СО-2, бесконечная плоскость СО-3, плоскодонка в Вашем СОП...), после чего опираясь на него настраиваетесь на Ваш ОК.На ОК.
Держу себя обеими руками...
Последнее редактирование:
Kaktus_SPb
Дефектоскопист всея Руси
Поделитесь опытом. Для чего в большинстве современных ультразвуковых дефектоскопах предусмотрена регулировка диапазона контроля до 5000 мм и более? Что проверяют на таких глубинах и какими ПЭП? И как прикинуть площадь несплошности, которую еще можно выявить на глубинах более 1000 мм, если речь идет об обычных сталях с нормальной прозвучиваемостью?
5000мм писать не совсем верно, так как прибор все-таки измеряет время, а дальше переводит его в координаты.
Скорее всего Ваши 5000мм даны для продольной волны в стали, тогда получим длительность развертки для совмещенного режима работы ПЭП: 2*5000мм/5,9 мм/мкс= 1695 мкс.
Тогда для ПЭП121-2,5-50 получим диапазон контроля порядка 1700мм.
Много это или мало? Существуют дефектоскопы для контроля основного металла рельсов и труб, там диапазон существенно больше, например, АКР1224 позволяет искать дефекты в рельсах на расстоянии до 30 метров.
Но это экзотика, а в любом вагонном депо мы можем увидеть УД2-12, или Пеленг УД2-102, или УД-4Т Вотум, или УД2-70 и т.д с помощью которых контролируются оси колесных пар длиной порядка 2100мм - длительность развертки порядка 800 мкс (донный сигнал 90% экрана по горизонтали)
Dima888, если сигнала вообще нет, то может быть трещина под углом к оси вала, зеркально отражающая сигнал на боковую поверхность.
Но опять же, скорость звука по чему настраивали? И даже если б сигнал был, с чем бы его сравнивали? Или категориями "што есть" и "ничё нету".
Но опять же, скорость звука по чему настраивали? И даже если б сигнал был, с чем бы его сравнивали? Или категориями "што есть" и "ничё нету".
Kaktus_SPb
Дефектоскопист всея Руси
Вы имеете в виду донный? А если нет (не дошел сигнал) донного. Какой брать за опорный. Звучим с торца вал (пруток).
Затухание ясно. Что вы имеет в виду под шумами?
Почитайте например РД 07 09 или СТО РЖД 1.11.002
Как контролируют оси:
Берут донный, если донный отличается более, чем на 46 дБ, чем опорный сигнал, полученный от донной поверхности (59мм) в СО-2, то ось признается контроленепригодной по затуханию.
Для настройки используются настроечные образцы - оси с пропилами, для каждого пропила известен коэф. выявляемости относительно БЦО в СО-2. Если Кд отличается от табличного, вводят поправочный коэффициент
Дык, вроде просто. Берем СО-2. Получаем донный "лёжа" - 30 мм, линия 1; "боком" - 59 мм - линия 2 и " стоя" - 220 (кажется, точно не помню). Берем донный на примерно 4500 мм, дальше АРД не нарисовано, но, если необходимо, можно экстраполировать. Масштаб по Х логарифмический. Получаем разность амплитуд по донным сигналам. Если считать от "лёжа", получается 34 дБ, но это только донный. Предположим, ОК доступен с двух сторон и необходимая чувствительность - диаметр 4 мм. Тогда, для половины толщины, т.к. ОК доступен с двух сторон, запас чувствительности - 76 дБ относительно донного по СО-2 "лежа". Но еще не учтено затухание в ОК и, другой момент, какая будет ширина пучка на 4500 мм, больше или меньше размера ОК?определить запас усиления дефектоскопа и др.
Вложения
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Ну и как под столом? Пыльно поди?Я тихо сползаю под стол...
:shock:
Алексей Воронов
Специалист
- Регистрация
- 17.09.2012
- Сообщения
- 376
- Реакции
- 29
Судя по всему только сейчас, оценила опорный уровень
Как опираться на ОК – если дет донного?… Держитесь еще ногами….… после чего опираясь на него настраиваетесь на Ваш ОК.
Держу себя обеими руками...
Так я о том же…Как контролируют оси:
Берут донный, если донный …
Это из какого НД? Разве это не зависит от длины ОК?если донный отличается более, чем на 46 дБ, чем опорный сигнал, полученный от донной поверхности (59мм) в СО-2, то ось признается контроленепригодной по затуханию
Сообщение №2- АРД.Для настройки используются настроечные образцы
Похожие темы
В
- Ответы
- 3
- Просмотры
- 15K
В
- Ответы
- 25
- Просмотры
- 35K
- Ответы
- 1
- Просмотры
- 23K
- Ответы
- 5
- Просмотры
- 23K
Поделиться: