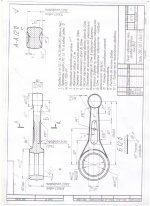
Это стандартная задача для магнитопорошкового контроля,т.к. подобные изделия выпускаются тысячами и десятками тысяч, то возможен только магнитопорошковый контроль. УЗК для таких поковок не применим.
Поковка зажимается между полюсами и пропускается ток, одновременно или последовательно над поковкой перемещается соленоид. Таким образом обнаруживаются поперечные и продольные дефекты. Контроль ведется при люминесцентном освещении в затемненном помещении или специальном боксе. Основные положения описаны в стандрте ГОСТ 21105-87.
Главная проблема обеспечить приемлемую производительность. За рубежом используются автоматизированные высокопроизводительные установки, которые полностью автоматизированы, за исключением осмотра и принятия решения о дефектах.
Еще возможен капиллярный контроль.