Уважаемый sws!
По сути:
1. Наверное, я Вас расстрою, но вывод формул для N (количества участков контроля), которые Вы можете найти в Приложении 4 ГОСТ 7512 основывается, как раз, на геометрии. Почитайте на досуге авторов ГОСТ (Радиографический контроль сварных соединений / В.М. Зуев, Р.Л. Табакман, Ю.И. Удралов) - со стр. 76 по 87. В этих формулах тоже нет контрастности и энергии ((( Дело все в том, что геометрия является определяющим фактором, остальное - должно учитываться на практике (выбором схемы контроля, подбором энергии, типа пленки).
Дык я не то, чтоб вообще книжек не читал. Я, хоть и практик, но и книжки, и статьи читаю. И даже, когда ГОСТ 7512 принимали, на пару конференций по нему успел съездить,– и доклады авторов слышал и обсуждения. Особенно в курилках полезно было послушать. А приложение 4 только и читаю в этой ветке. Схема 5в – не менее 2 экспозиций. Все. Вот фокусное расстояние очень важно – это чувствительность, которая геометрическая нерезкость – там формула. А по числу экспозиций даже уважаемым авторам не удалось чего-то однозначного предложить. Ибо, как я уже говорил, без учета пленки, источника, экранов не получается.
2. От того, что требований "по моим построениям не существует" они не становятся ничтожными )))
Вы как-то не совсем понятно выразились. Я не говорил, что Ваши построения ничтожны. Я говорил, что не надо приписывать ГОСТУ того, чего там нет. ГОСТ связный, законченый документ и его надо выполнять. Весь. И не надо выдумывать того, чего там нет. А то получиться, как у Вас. Сначала можно светить на эллипс 89х12. Затем выясняется, что только при t<0.05D, т.е только 89х3,5. И, тут оказывается, что трубу из названия темы, 57х3,5 на эллипс светить вааще невозможно.
 Только 57х2,8 и менее по толщине. Практики мало сказать, что удивились. Они добродушно улыбнулись. :lol:Контроль стандартной котельной трубы, испокон веков просвечиваемой на эллипс, вдруг Вы объявили несоответствующим ГОСТу. Ваши формулы имеют право на жизнь. Только создайте свой документ. Уровень Вам позволяет. И при контроле ссылайтесть на него. Ради бога.
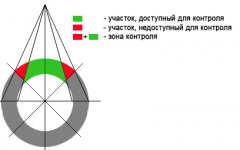
Только 57х2,8 и менее по толщине. Практики мало сказать, что удивились. Они добродушно улыбнулись. :lol:Контроль стандартной котельной трубы, испокон веков просвечиваемой на эллипс, вдруг Вы объявили несоответствующим ГОСТу. Ваши формулы имеют право на жизнь. Только создайте свой документ. Уровень Вам позволяет. И при контроле ссылайтесть на него. Ради бога.Все же элементарно: если в силу значительной толщины и малого диаметра проекция участка контроля накладывается на проекцию боковых участков (напомню: области по краям участка с очень низкой оптической плотностью), то эта часть сварного соединения не может быть проконтролирована. В таком случае лучше решать проблему следующим образом:
- проводить экспонирование по схеме 5г (при d>50 мм);
- проводить экспонирование по схеме 5в без смещения источника излучения относительно плоскости стыка. В данном случае потребуется не менее 3 экспозиций (но это отдельный разговор).
Ну дык вот же! И без всяких формул, заметьте! :drinks:Только еще бы от некоторых теоретических привычек избавиться. По вольному обращению с документом. Схема 5в уже приватизирована и жестко регламентирована ГОСТом. Но есть п. 4.7, который позволяет использовать и другие схемы. Только под своими обозначениями. Сам так делаю, иногда.
3. В отношении ширины зоны контроля рекомендую обратить внимание на п. 5.7. ГОСТ 7512, из которого Вы поймете, что практики должны получать проекцию как сварного шва (наплавленного металла), так и околошовной зоны, даже в случае схемы "на эллипс" (((
Дык это про ширину пленки. А не про ширину дырки. Изображение околошовной зоны в дырке мы всяко увидим. В виде ее проекции на шов. Т.е. все дефекты в околошовной зоне мы на пленке получим. И даже лучше, чем по Вашей схеме, т.к. основной и самый опасный дефект в ОШЗ – трещина. А она выявляется тем лучше, чем излучение ближе к нормали. А определение координат – это другой вопрос.
4. Зачем же сразу "стирать", "рукописи не горят" :drinks:
А также, "что написано пером, не вырубишь топором".
:drinks: