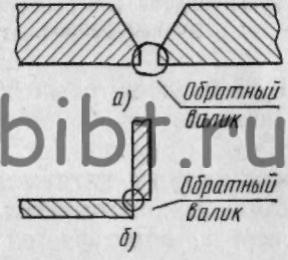
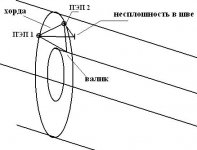
epoch4 написал(а):Принцип хордового ПЭП ясен из названия - он звучит сварное соединение по хорде, и только по толщине трубы, верхний и обратный валики не задеваются. Отсюда плюс - если сигнал есть, то в теле сварного соединения точно есть дефект. Минус - если дефекты находятся в усилении сварного шва или в обратном валике - по рентгену будет брак, а хордовое прозвучивание их не заметит. Но "хорда", как и "тандем", очень чувствительна к несплавлению кромок, практически невидимое рентгену. Так что рентген-ультразвук друг друга очень хорошо дополняют, что полезно при контроле особо ответственных изделий.
Ловить несплавление кромок ультразвуком на 2 мм толщины-это слишком сурово. Имхо, магнитопорошкового контроля или даже проще цветной капиллярки хватило бы за глаза.