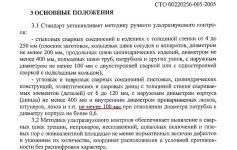
Добрый день. Работаем по ГОСТ 34347-2017. Для контроля УЗК применяем методики СТО 00220256-005-2005. Этот стандарт распространяется для угловых и тавровых сварных соединений с внутренним диаметром привариваемых штуцеров не менее 100 мм. По умолчанию патрубки таких штуцеров (диаметром менее 100 мм) обрезаем заподлицо по внутренней поверхности обечайки и контролируем рентгеном. А как быть со штуцерами, у которых нельзя патрубок обрезать по контуру обечайки?( например патрубок уровнемера, который доходит практически до дна сосуда). Там и пленку не расположить, патрубок мешает, и УЗК методика не позволят сделать. Может есть еще какая нибудь нормативка, позволяющая сделать УЗК таких сварных соединений?
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
УЗК вварки штуцеров менее 100 мм
- Автор темы trane
- Дата начала
Ответить



Вот так имел в виду. Но так как ТС сбросил чертежи, это оказался не его случай


Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Штуцеры маленькие, если позволяет конструкция, можно делать хордовым пэп. Нет нормативки - напишите свою процедуру и одобрите у заказчика. Хорошо бы чертежик этих штуцеров посмотреть
Колян2
Дефектоскопист всея Руси
Поясните пожалуйста.Не понимаю,как тут можно привязать хордовый ПЭП?И вообще при контроле подобного ограничиваются капилляркой(мел-керосин в т.ч.) и ГИ(ПИ+АЭ).Звучить или светить подобное это уже из разряда особых извращений.Согласен,чертёж,эскиз или тип этого соединения прелюбопытно было-бы увидеть.Штуцеры маленькие, если позволяет конструкция, можно делать хордовым пэп. Нет нормативки - напишите свою процедуру и одобрите у заказчика. Хорошо бы чертежик этих штуцеров посмотреть
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Ну так же, как и на стыковом шве, только сканируя с одной стороны. Полагаю, неплохо должны ловиться несплавления, если штуцер приварен угловым швом и если представляет из себя просто патрубокНе понимаю,как тут можно привязать хордовый ПЭП
Колян2
Дефектоскопист всея Руси
Мож изобразите эскизно,"на пальцах"-пожалейте-мне гипс на мозг не хотят ставить....Ну так же, как и на стыковом шве, только сканируя с одной стороны. Полагаю, неплохо должны ловиться несплавления, если штуцер приварен угловым швом и если представляет из себя просто патрубок
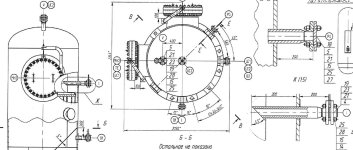
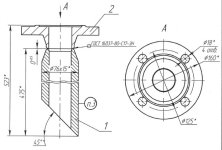
Вот в качестве примера первый попавшийся. Чтобы иметь право написать свою методику нужно иметь 3 уровень УЗК. В таких случаях можно провести послойный ВИК и ЦД по РД 26-11-01-85, но интересует именно нормативка на УЗК, есть ли такая для нефтехимии?
Вложения

достаточно второго, главное уметь это сделать.Чтобы иметь право написать свою методику нужно иметь 3 уровень УЗК.
Тарас
Дефектоскопист всея Руси
- Регистрация
- 08.07.2012
- Сообщения
- 3,862
- Реакции
- 1,390
- Возраст
- 38
Это точно.главное уметь это сделать.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Хордовый будет работать только на стыке с полным проплавлением. А тут на угловом и еще не факт что с полным проплавом.Ну так же, как и на стыковом шве, только сканируя с одной стороны. Полагаю, неплохо должны ловиться несплавления, если штуцер приварен угловым швом и если представляет из себя просто патрубок
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Мне всегда казалось, что методика и технология это немного разные вещи. Так меня учили. Методички может писать специалист 3 уровня: Бархатов А.В, например. А вот технологические карты может 2 и 3 уровень придумывать.достаточно второго, главное уметь это сделать.
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Мож изобразите эскизно,"на пальцах"-пожалейте-мне гипс на мозг не хотят ставить....
Вот так имел в виду. Но так как ТС сбросил чертежи, это оказался не его случай
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187

Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Назовите ее инструкцией, а не методикойсвою методику нужно иметь 3 уровень УЗК
Боже мой, как всё просто оказывается... а что так можно было?Посмотреть вложение 54519
Вот так имел в виду. Но так как ТС сбросил чертежи, это оказался не его случай
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Ну не понял я сначала, чего там куда обрезается - вставляется..)Боже мой, как всё просто оказывается... а что так можно было?
Колян2
Дефектоскопист всея Руси
Для плоскости-сойдёт.А вот на седловидной форме кольцевого шва приварыша как-то не очень.Посмотреть вложение 54519
Вот так имел в виду. Но так как ТС сбросил чертежи, это оказался не его случай
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 540
- Реакции
- 187
Мне кажется, если сделать поболее фокусное расстояние, то и для седловидной подойдет с достаточно большой разницей в диаметрах основной трубы и патрубка. Ну типа 2/1Для плоскости-сойдёт.А вот на седловидной форме кольцевого шва приварыша как-то не очень.
Колян2
Дефектоскопист всея Руси
Наверное,мешает меняющийся угол ввода-отражения УЗК в корпус сосуда из-за изменения радиусов и азимута при сканировании.@trane если это чертеж вашего соединения, что мешает сканировать с наружной поверхности сосуда до приварки накладки?
Посмотреть вложение 54522
Колян2
Дефектоскопист всея Руси
Там и простым наклонным можно будет прозвучить,а у т.с. вопрос именно за патрубки-вставки диам. до 100мм.Не звучат подобное по НТД.Да и просветка-народное порно...Мне кажется, если сделать поболее фокусное расстояние, то и для седловидной подойдет с достаточно большой разницей в диаметрах основной трубы и патрубка. Ну типа 2/1
Само собой контроль должен проводится до приварки укрепляющего кольца. Но мешает этому п. 3.1 СТО 00220256-005-2005@trane если это чертеж вашего соединения, что мешает сканировать с наружной поверхности сосуда до приварки накладки?
Посмотреть вложение 54522
Вложения
Похожие темы
- Ответы
- 0
- Просмотры
- 2K
Поделиться: