Сергей БХМ
Специалист
- Регистрация
- 17.11.2022
- Сообщения
- 329
- Реакции
- 48
Добрый день, Специалисты!
Прошу консультации касательно возможности, практики, методики УЗК и прочего при сварке углового соединения труб.
Имеем:
1. Угловое соединение труб по типу У20 ГОСТ 16037-80.
2. Трубы - углерод 09Г2С; 426*25 мм (корпус) + 194*20 мм (ввариваемая часть в корпус).
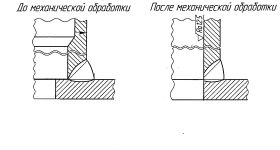
3. Сварка - полуавтоматическая в смеси. После сварки расточка внутреннего диаметра трубы для удаления всего г@вна корневого шва.
4. В настоящий момент проводим РГК. Имеем УЗК с ФР. Изготовлены аналогичные настроечные образцы данного СС (описать точно не могу - это область наших дефектоскопистов). Планируем переход с РГК на УЗК в части снижения трудоемкости.
Что можете посоветовать --- НТД, практика, как подготовиться и провести УЗК контроль, возможно ли вообще это сделать на данном сварном соединении?
Прошу консультации касательно возможности, практики, методики УЗК и прочего при сварке углового соединения труб.
Имеем:
1. Угловое соединение труб по типу У20 ГОСТ 16037-80.
2. Трубы - углерод 09Г2С; 426*25 мм (корпус) + 194*20 мм (ввариваемая часть в корпус).
3. Сварка - полуавтоматическая в смеси. После сварки расточка внутреннего диаметра трубы для удаления всего г@вна корневого шва.
4. В настоящий момент проводим РГК. Имеем УЗК с ФР. Изготовлены аналогичные настроечные образцы данного СС (описать точно не могу - это область наших дефектоскопистов). Планируем переход с РГК на УЗК в части снижения трудоемкости.
Что можете посоветовать --- НТД, практика, как подготовиться и провести УЗК контроль, возможно ли вообще это сделать на данном сварном соединении?