Заморочился я от нефиг делать)
впал в дюкерманство, как глубокоуважаемый Колян Второй выражается))
Набросал(в прикрепленном файле) некое своё видение по изготовлению СОП с зарубками,
для работы по СП 70.13330.2012 "Несущие и ограждающие конструкции".
Буду рад замечаниям и предложениям))
Доброго времени суток!
1. А можете объяснить фразу: "....
Но учитывая что эти толщины часто свариваются с V-образной (сварное соединение C17) и Х-образной разделкой (С25), угол кромки 20 градусов), то первую «зарубку» выбираем по таблице для ПЭП 60 градусов, а вторую «зарубку» целесообразно сделать под угол ПЭП 70 градусов...." ?
Для меня логично, что если хотим уверенно выявлять несплавления кромок, то угол ввода должен быть 90-угол скоса=90-20=70 градусов. В некоторых отраслях есть допуск плюс минус 5 градусов, получаю 65...75...А у Вас 60.....
2. Также поясните пожалуйста фразу: "...
Для толщин свыше 20 мм разрешается настройка чувствительности по «утюгу» с плоскодонками, но этот вариант в данном случае не рассматриваем. .."
Если открыть СДОС-2015, которым Вы пользуетесь, то там:
"...6.5.1.7. Настройку чувствительности при контроле сварных соединений категорий 1, 2 и 3 листовых конструкций толщиной
20 мм и более и труб диаметром 200 мм и более с толщиной стенки
20 мм и более производят по плоскодонным отверстиям в НО. НО должны соответствовать требованиям ПРИЛОЖЕНИЯ 5, а площади отверстий - табл. 3...."
При этом зарубки даны для толщин до 19,9мм, а Вы собираетесь зарубки изготавливать 20,25,30.....
3. Понятно зачем делать 2 зарубки, если углы ввода для прямого луча и однократноотраженного не совпадают, либо когда работаем с трубами где не выполняется условие D>15a...
Но, если углы совпадают, не проще настраиваться по одной?
Чтобы не переворачивать СОП? Гораздо проще, на мой взгляд СОП перевернуть, чем две зарубки одинаковые изготовить.....
4. Ни слова при выборе угла ввода нет про проверку условий прозвучиваемости, Вы уверены, что для 60 градусов и Х-образной разделке (когда нижний валик такой же широкий, что и верхний) получится попасть в центр сварного соединения?
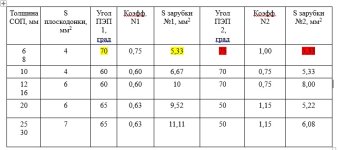
5. Если посмотреть Ваши таблички, то тоже есть вопросы:
-у Вас угол для однократноотраженного луча больше чем для прямого?
-углы разные для прямого и однократноотраженного для толщин 6 и 8, коэффициенты разные, а площадь зарубки одинаковая? (у меня 4мм2 получается) Ваша табличка справа, моя, где я пересчитал Вашу табличку, слева....
P.S. ну и если уж дюкерманить, то дюкерманить до конца:
в СП 70.13330 контроль толщин свыше 6мм, а у Вас СОП 6мм, понятно, что 6,1 минус 10% уложимся, но с Технадзором можно долго потом разбираться...
Если уж у Вас площади зарубок с точностью до сотых, может толщину СОПа сделать 6,1мм?