Я с таким сталкивался. Действительно, проблем масса. Особенно если непроконтролированную и неотремонтированную отливку приваривают, а швы под УЗК.Не дай бог литье приваривать.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Прошу помощи в контроле литья
- Автор темы Sergey Master
- Дата начала
Ответить
Про прозвучевания не спорю но чем же тогда деталь звучат господа пендосы из за бугра или коллеги из Абокана я недумаю что они для контроля 2х рублёвой отливки применяют тамограф.
Увы всё-таки присваивают
- в начале: автоматная, повышенной обрабатываемости: А12, АС30ХМ…
- в середине: легирующий элемент: азот: 14Г2АФ, 16Г2АФ …
- в конце: высококачественная: 30ХГСА, 38Х2МЮА…
В свое время проектировали - “чуть выше” - спредера для подъема контейнеров 20-ти и 40-ка футовых. Причем малый (20’) цеплял большой (40’) - как раз таким образом. Так же подобный “ящик изготавливали” для испытаний спредеров – без литья.
Место сварного соединения литого фитинга и остальной стальной конструкций контейнера – так же вызывает сомнения – но у автора темы – пока другой вопрос.
Теневой вручную будет проблемно выполнить – может понадобиться приспособа для соосности датчиков.
Причем ваше овальное отверстие – не симметрично, относительно плоскости (на одной из сторон невозможно поставить прямой датчик) – тогда наклонным.
Отражатель с дефектом никак не связан. Отражатель задает чувствительность. А уж что на этой чувствительности найдете, другая история. Чем выше чувствительность, тем меньше найдете. Только надо ли структуру искать? Делайте ПДО, проще обосновать будет. Или БЦО, проще сделать. Главное с заказчиком согласовать. И еще раз о своем, дефектоскопическом. Из всего обсуждения, по мне самое реалистичное сообщение Игоря Антоновича, про контроль возле отверстий. Чего такого эта деталь выдерживает. Если в курсе боковых рам, так вот они действительно выдерживают. Но УЗК там только на радиусах. Да и то, то ли выявляет, то ли нет. Основной контроль - магнитный. И на их методику заморачиваться точно не надо.
Писали ещё про ЗТМ метод боюсь не получится по краям отливки переход радиусом R 14 а толщена стенки 11мм. ПЭП не как не сориентировать.
Про рамы и узк согласен, обсолюдно бесполезно да и благо что уже и не надо.
Всё зависит от того, при какой частоте будешь вести контроль. Из литературы (да и личный опыт тоже самое показывает) величина зерна начинает влиять на прозвучивание когда средний размер зерна становится 1/10 длины волны. Т.е. для частоты 2,5 это 2-й балл и более. У тебя 4-5 балл максимум. 2,5МГц пройдёт.
Теперь по вопросу пористости. Что подразумевать под понятием "пористость"? Какие-то качественные характеристики есть? И какие недопустимые?
Обычно, при УЗК уменьшение величины донного ниже определённого уровня является признаком брака. Правда, при этом стоит сначала удостовериться, что уменьшение величины донного не вызвано поверхностью или другими факторами. В качестве границы уменьшения донного обычно указывается величина в 6дБ, или падение ниже браковочного уровня. Но всё зависит от НД.
По заявлению кого-то, что им не нужно ничего, что бы только не было раковин и т.д.
Работал и работаю с судостроителями. Одно из самых говнистых структур. НИКОГДА НЕ ВЕРЬ ИМ НА СЛОВО!!! Кто сказала по телефону? А кто он такой? А кто проверять тебя будет? Да срать проверяющий хотел на слова Васи Пупкина... и т.д.
Опять же из личного опыта общения с данными конторами.
Проблема в том, что данная отрасль часто пользуется своими внутренними документами на контроль. И при этом это, порой закрытые документы и они не дают их другим организация для работы. Я не вру! Заказ, проверять по ОСТ...., ищем такой ОСТ, она внутренний, просим дать, нельзя!
Выходить из этой ситуации приходится примерно так: пишем (или берём) нашу методику и отсылаем им туда, они просматривают, согласовывают (или не согласовывают, тогда мы переделываем для них и снова посылаем) и после этого контроль и оценку проводим по этой методике. Все претензии потом рассматриваем только по этой методике, утвержденной конторой, которая у нас принимает.
Как ты будешь поступать - дело твоё.
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
Я про то и говорю л литейная А автоматная и различия по содержанию серы и фосфора одна плавится по кислому процессу так называемый кипящая стали, другая по основному со скачивание шлака. Для улучшения жидкотекучесть рекомендовано продувка аргонам. Для уменьшения усадки увы не кантролируемо сталь по умолчанию склонна к усадки причиной тому температура заливки порядком 1580-1590 градусов. И низкое содержание углерода т.к плотность стали 7.8. При комнотной температуре, а при заливке порядком 6,5 - 6,8 от того и усадка что в форму входит меньше метала чем необходимо с учётом объёмной усадки. Сталь ст3 и сталь 20 всеже немного отличаются по содержанию углерода ноне значительно в одной С - 12-14% в другой до 0,24% . про дабрвление серы все может быть смотря для чего сера даеткрасноломкость.Толком вы все равно ничего не прозвучите. УЗК для литья,в это вспомогательный контроль. Не отличите вы рассеяние от пор и от структуры. Только большие раковины/трещины и выявите Основной будет МПД. Отражатели, как я понимаю, по ОСТ 5. У меня без компа. rar не открывается, не зная, что там.
А вы давно металлург?Как-то лихо со сталями обращаетесь. Л, это именно литейная. Предотвращает образование большой усадки. Ну и жидкотекучесть повышает. А по содержанию серы/фосфора - это по качесту. Ст3 - обыкновенного качества. Она же, но с меньшей серой/фосфором - сталь20. Ну а когда еще меньше, то буква А в конце. 20А. В автоматную серу, по слухам, специально добавляют. Для лучшего стружкоотделения.
Про прозвучевания не спорю но чем же тогда деталь звучат господа пендосы из за бугра или коллеги из Абокана я недумаю что они для контроля 2х рублёвой отливки применяют тамограф.
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
Не дай бог литье приваривать. Я все-таки думаю это дыры под болты.
Увы всё-таки присваивают
Контролировал пару лет назад подобное. Именно для морского регистра.
По поводу НТД. Тут стоит обратится к конторе которая у вас будет принимать. Если будет поставляться на суда, то у тех часто бывают свои документы и свои нормативы. Из-за этого могут быть проблемы при сдаче.
По контролю. Тупо делал боковые сверления, пересчитывал размеры по нормативу. По этому и настраивал. Контроль проводил раздельно-совмещенным на 2,5, проходил сигнал достаточно нормально. С двух сторон. Но были объектры где 2,5 не проходил. Тогда работал 1,25. Но это общее.
Как правильно заметили, в таких объектах наиболее опасны трещины. Поэтому после общей площади работал и наклонным возле отверстий. Там уже работал на 1,25 и на 50 и 65 градусов.
Был брак. Резали, смотрели, подтверждалось. Это и было подтверждением каков контроль. Клиент не предъявлял рекламации потом.
По поводу НТД. Тут стоит обратится к конторе которая у вас будет принимать. Если будет поставляться на суда, то у тех часто бывают свои документы и свои нормативы. Из-за этого могут быть проблемы при сдаче.
По контролю. Тупо делал боковые сверления, пересчитывал размеры по нормативу. По этому и настраивал. Контроль проводил раздельно-совмещенным на 2,5, проходил сигнал достаточно нормально. С двух сторон. Но были объектры где 2,5 не проходил. Тогда работал 1,25. Но это общее.
Как правильно заметили, в таких объектах наиболее опасны трещины. Поэтому после общей площади работал и наклонным возле отверстий. Там уже работал на 1,25 и на 50 и 65 градусов.
Был брак. Резали, смотрели, подтверждалось. Это и было подтверждением каков контроль. Клиент не предъявлял рекламации потом.
Делягин Андрей
Новичок
- Регистрация
- 26.08.2015
- Сообщения
- 8
- Реакции
- 1
Магнитным внутренним дефекты не как не увидеть, про узк можно сделать соп в данных толщин с плоскодонками на половину этих толщин диаметром 5 мм, и прозвучать раздельно совмещенным пепом.
Если СОП будет из такой же отливки и с такой же шероховатостью, обращайте внимание на различие амплитуд донных сигналов на СОПе и на контролируемой отливке. Отливка Ваша удобна тем, что внутренняя поверхность видна и можно на глаз оценить шероховатость и сравнить ее с СОПом. Если шероховатость примерно одинакова, значительное (более 6 дБ) падение амплитуды донного (при той же толщине, т.е. СОПов понадобится несколько. Можете просто выбрать по результатам контроля одну отливка получше и сравнивать с ней) может указывать как на наличие дефекта, от которого отраженная волна уходит в сторону, так и на ухудшение акустических (а они с механическими связаны) свойств - либо увеличение распределенной пористости, либо зерно значительно крупнее.
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
СОП сделаю из детали либо отолью чтото похожее вместе с деталью для СОПа чтобы можно было попроще насверлить искусственные отражатели да и чтобы можно было точно знать что внутри нечего лишнего нету. Вопрос ещё один какую лучше засверловку делать более подходящее для поиска раковин боковое сквозное отверстие или сверление со сферическим бном.
В своё время Уралвагонзавод разрабатывал методику контроля литой детали тележки вагона а именно контроль буксового пройома рамы боковой на наличие усадки, настройку делали наклонным ПЭП 65° по скозному отверстию d6мм на оброзце со2 + 20дб усиления. Но не чего танкового не вышло находили только огромную усадку, а поры и раковины безполезно. Хотя настройка уровня на отверстие d6 вроде хотябы поры размером в 6 мм видить должен или я ошибаюсь
Почему про ФАР спрашиваю как-то к нам приезжали ребята по тойже теме с рамами предлагали isonic 2010 и впринцепе они вытаскивали в в- скане засверловки в реальной детали d-5мм
В своё время Уралвагонзавод разрабатывал методику контроля литой детали тележки вагона а именно контроль буксового пройома рамы боковой на наличие усадки, настройку делали наклонным ПЭП 65° по скозному отверстию d6мм на оброзце со2 + 20дб усиления. Но не чего танкового не вышло находили только огромную усадку, а поры и раковины безполезно. Хотя настройка уровня на отверстие d6 вроде хотябы поры размером в 6 мм видить должен или я ошибаюсь
Почему про ФАР спрашиваю как-то к нам приезжали ребята по тойже теме с рамами предлагали isonic 2010 и впринцепе они вытаскивали в в- скане засверловки в реальной детали d-5мм
Sergey Master, кроме эхо метода в УЗК есть еще несколько. Например, зеркально-теневой. Когда работаете прямым или раздельно-совмещенным ПЭП и видите донный сигнал, смотрите за уменьшением его амплитуды. Она может быть вызвана как мешающими факторами - нестабильный акустический контакт, шероховатость и волнистость как поверхности ввода так и донной, так и полезными факторами - пористось, в т.ч. распределенная, укрупнение зерна и т.п. Но дополнительных сигналов может и не быть.а поры и раковины безполезно. Хотя настройка уровня на отверстие d6 вроде хотябы поры размером в 6 мм видить должен или я ошибаюсь
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
Спосибо за совет я тоже думаю пробовать теневым или зергално теневым если уж эхо не как не выдит. Но смущает больше не акустический контакт пэп, а структурная не однородность литья в масивных сечениях бал зерна гораздо ниже порядком 4-5. Чем у краёв или тонком сечении порядок. 8-9 едениц. Термообработка конечно выровнит структуру но не совсем. Как будет падать амплитуда зандирующего при зтм из за разного зерна.
Но за идею большое спосибо буду пробовать
Но за идею большое спосибо буду пробовать
В обозначении легированной стали буква “А” – блуждающяя:Ну а когда еще меньше, то буква А в конце. 20А.
- в начале: автоматная, повышенной обрабатываемости: А12, АС30ХМ…
- в середине: легирующий элемент: азот: 14Г2АФ, 16Г2АФ …
- в конце: высококачественная: 30ХГСА, 38Х2МЮА…
Таки да. Для изготовления малонагруженный деталей.В автоматную серу, по слухам, специально добавляют. Для лучшего стружкоотделения.
Фитинг – сталь 20Л – сваривается без ограничений (на это сразу же обратил внимание) – приваривается в 4-х углах контейнера. Соединение за счет: Папа (поворотный штырь) – Мама (фитинг).Не дай бог литье приваривать. Я все-таки думаю это дыры под болты.
В свое время проектировали - “чуть выше” - спредера для подъема контейнеров 20-ти и 40-ка футовых. Причем малый (20’) цеплял большой (40’) - как раз таким образом. Так же подобный “ящик изготавливали” для испытаний спредеров – без литья.
Место сварного соединения литого фитинга и остальной стальной конструкций контейнера – так же вызывает сомнения – но у автора темы – пока другой вопрос.
СОП конечно же делайте из имеющийся фитингов. Проверьте как ведется себя донный на десяти разных штуках.Спосибо за совет я тоже думаю пробовать теневым
Теневой вручную будет проблемно выполнить – может понадобиться приспособа для соосности датчиков.
Причем ваше овальное отверстие – не симметрично, относительно плоскости (на одной из сторон невозможно поставить прямой датчик) – тогда наклонным.
СОП сделаю из детали либо отолью чтото похожее вместе с деталью для СОПа чтобы можно было попроще насверлить искусственные отражатели да и чтобы можно было точно знать что внутри нечего лишнего нету. Вопрос ещё один какую лучше засверловку делать более подходящее для поиска раковин боковое сквозное отверстие или сверление со сферическим бном.
В своё время Уралвагонзавод разрабатывал методику контроля литой детали тележки вагона а именно контроль буксового пройома рамы боковой на наличие усадки, настройку делали наклонным ПЭП 65° по скозному отверстию d6мм на оброзце со2 + 20дб усиления. Но не чего танкового не вышло находили только огромную усадку, а поры и раковины безполезно. Хотя настройка уровня на отверстие d6 вроде хотябы поры размером в 6 мм видить должен или я ошибаюсь
Почему про ФАР спрашиваю как-то к нам приезжали ребята по тойже теме с рамами предлагали isonic 2010 и впринцепе они вытаскивали в в- скане засверловки в реальной детали d-5мм
Отражатель с дефектом никак не связан. Отражатель задает чувствительность. А уж что на этой чувствительности найдете, другая история. Чем выше чувствительность, тем меньше найдете. Только надо ли структуру искать? Делайте ПДО, проще обосновать будет. Или БЦО, проще сделать. Главное с заказчиком согласовать. И еще раз о своем, дефектоскопическом. Из всего обсуждения, по мне самое реалистичное сообщение Игоря Антоновича, про контроль возле отверстий. Чего такого эта деталь выдерживает. Если в курсе боковых рам, так вот они действительно выдерживают. Но УЗК там только на радиусах. Да и то, то ли выявляет, то ли нет. Основной контроль - магнитный. И на их методику заморачиваться точно не надо.
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
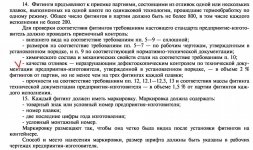
Вот выписка из требовании
https://drive.google.com/file/d/0BwYIwXBMerlkbmJ6dFdQSG16SzQ/view?usp=docslist_api
https://drive.google.com/file/d/0BwYIwXBMerlkbmJ6dFdQSG16SzQ/view?usp=docslist_api
Последнее редактирование:
Sergey Master
Бывалый
- Регистрация
- 28.04.2014
- Сообщения
- 59
- Реакции
- 3
Согласен свами особенно про контроль возле отверстий надеюсь что регистр удовлетворит из телефонного разговора с инспектором сталоясно дакажем ему что выявляем раковины и поры хорошо. Выду на работу попробую насверлить бцо и пытается вытащить. Ну а с пористость надо подумать на какую чувствительность настроится и как считать суммарную площадь. Пока мыслей нет от чего оттолкнутся.Отражатель с дефектом никак не связан. Отражатель задает чувствительность. А уж что на этой чувствительности найдете, другая история. Чем выше чувствительность, тем меньше найдете. Только надо ли структуру искать? Делайте ПДО, проще обосновать будет. Или БЦО, проще сделать. Главное с заказчиком согласовать. И еще раз о своем, дефектоскопическом. Из всего обсуждения, по мне самое реалистичное сообщение Игоря Антоновича, про контроль возле отверстий. Чего такого эта деталь выдерживает. Если в курсе боковых рам, так вот они действительно выдерживают. Но УЗК там только на радиусах. Да и то, то ли выявляет, то ли нет. Основной контроль - магнитный. И на их методику заморачиваться точно не надо.
Писали ещё про ЗТМ метод боюсь не получится по краям отливки переход радиусом R 14 а толщена стенки 11мм. ПЭП не как не сориентировать.
Про рамы и узк согласен, обсолюдно бесполезно да и благо что уже и не надо.
Конечно, не все 100% отливки получится ЗТ проконтролировать. Но метод-то простой и не потребует чего-то дополнительного. Когда работаете прямым или РС просто наблюдайте за амплитудой донного в тех местах, где он есть или должен быть и сравнивайте амплитуды в одинаковых точках в контролируемом изделии и образцовом.Писали ещё про ЗТМ метод боюсь не получится по краям отливки переход радиусом R 14 а толщена стенки 11мм. ПЭП не как не сориентировать.
HTML:
Но смущает больше не акустический контакт пэп, а структурная не однородность литья в масивных сечениях бал зерна гораздо ниже порядком 4-5. Чем у краёв или тонком сечении порядок. 8-9 едениц. Термообработка конечно выровнит структуру но не совсем. Как будет падать амплитуда зандирующего при зтм из за разного зерна.Теперь по вопросу пористости. Что подразумевать под понятием "пористость"? Какие-то качественные характеристики есть? И какие недопустимые?
Обычно, при УЗК уменьшение величины донного ниже определённого уровня является признаком брака. Правда, при этом стоит сначала удостовериться, что уменьшение величины донного не вызвано поверхностью или другими факторами. В качестве границы уменьшения донного обычно указывается величина в 6дБ, или падение ниже браковочного уровня. Но всё зависит от НД.
По заявлению кого-то, что им не нужно ничего, что бы только не было раковин и т.д.
Работал и работаю с судостроителями. Одно из самых говнистых структур. НИКОГДА НЕ ВЕРЬ ИМ НА СЛОВО!!! Кто сказала по телефону? А кто он такой? А кто проверять тебя будет? Да срать проверяющий хотел на слова Васи Пупкина... и т.д.
Опять же из личного опыта общения с данными конторами.
Проблема в том, что данная отрасль часто пользуется своими внутренними документами на контроль. И при этом это, порой закрытые документы и они не дают их другим организация для работы. Я не вру! Заказ, проверять по ОСТ...., ищем такой ОСТ, она внутренний, просим дать, нельзя!
Выходить из этой ситуации приходится примерно так: пишем (или берём) нашу методику и отсылаем им туда, они просматривают, согласовывают (или не согласовывают, тогда мы переделываем для них и снова посылаем) и после этого контроль и оценку проводим по этой методике. Все претензии потом рассматриваем только по этой методике, утвержденной конторой, которая у нас принимает.
Как ты будешь поступать - дело твоё.
Krautkramer
Новичок
- Регистрация
- 11.12.2015
- Сообщения
- 6
- Реакции
- 6
Лаконичный ответ по УЗК литья. При контроле 2 браковочных признака:
1. Эхосигнал от дефекта, превышающий определенный уровень.
2. Ослабление донного сигнала, ниже определенного уровня.
Толщины малые, соответственно контроль прямым РС ПЭП. Наклонными не стоит заморачиваться, много будет отражений от геометрии. Если нет норм оценки качества, то можно контролировать на максимальной чувствительности, например, +6 dB от уровня "травы". Также учитывать ослабление донного сигнала, например, ослабление на 25% или 50% от донного сигнала (есть такое в европейских документах на литье).
Далее необходимо пересчитать усиление в dB в плоскодонное отверстие (можно по АРД-диаграммам). В заключении по УЗК пишите: контроль проводился на максимально возможной чувствительности, соответствующей плоскодонному отверстию площадью такой-то..., плюс напишите про учет ослабления донного сигнала.
Контроль МПД на поверхностные (факультативно подповерхностные) необходим 100%.
1. Эхосигнал от дефекта, превышающий определенный уровень.
2. Ослабление донного сигнала, ниже определенного уровня.
Толщины малые, соответственно контроль прямым РС ПЭП. Наклонными не стоит заморачиваться, много будет отражений от геометрии. Если нет норм оценки качества, то можно контролировать на максимальной чувствительности, например, +6 dB от уровня "травы". Также учитывать ослабление донного сигнала, например, ослабление на 25% или 50% от донного сигнала (есть такое в европейских документах на литье).
Далее необходимо пересчитать усиление в dB в плоскодонное отверстие (можно по АРД-диаграммам). В заключении по УЗК пишите: контроль проводился на максимально возможной чувствительности, соответствующей плоскодонному отверстию площадью такой-то..., плюс напишите про учет ослабления донного сигнала.
Контроль МПД на поверхностные (факультативно подповерхностные) необходим 100%.
АРД-диаграммы лучше не использовать. В ближней зоне они не работают. А тут малые толщины. Лучше вообще без настройки ВРЧ, просто по выявлению засверловки нужного диаметра.
Единственное, что пожалуй можно посоветовать кроме того, что указали выше, так это использование дефектоскопа с возможностью подстройки под конкретный датчик. Я с таким сталкивался при работе на УСД-60 (не в качестве рекламы, а как пример). УД2-70 не столь хорош для данной работы.
Единственное, что пожалуй можно посоветовать кроме того, что указали выше, так это использование дефектоскопа с возможностью подстройки под конкретный датчик. Я с таким сталкивался при работе на УСД-60 (не в качестве рекламы, а как пример). УД2-70 не столь хорош для данной работы.
Krautkramer
Новичок
- Регистрация
- 11.12.2015
- Сообщения
- 6
- Реакции
- 6
Especially for zzsn.
Для тех, кто не в курсе, рассказываю... Прямой РС ПЭП, перевожу на русский: прямой раздельно-совмещенный пьезоэлектрический преобразователь. Предназначен для контроля в диапазоне от 2..3 мм до 50 мм. Такими ПЭП без проблем можно пользоваться при настройке чувствительности по АРД-диаграммам (лишь бы они были для конкретного датчика). В крайнем случае, можно настраивать чувствительность по СОП, например с плоскодонками, но это сложнее. Дырки сверлятся на определенных глубинах, т.к. кривая DAC у РС ПЭП сложнее, чем у совмещенных ПЭП. Как раз такой РС ПЭП необходим при контроле на малых толщинах (что имеет место быть в данном случае) или для того, чтобы проконтролировать в пределах "мертвой зоны" при контроле прямыми совмещенными ПЭП. Ближняя зона тут абсолютно не причем!
Для тех, кто не в курсе, рассказываю... Прямой РС ПЭП, перевожу на русский: прямой раздельно-совмещенный пьезоэлектрический преобразователь. Предназначен для контроля в диапазоне от 2..3 мм до 50 мм. Такими ПЭП без проблем можно пользоваться при настройке чувствительности по АРД-диаграммам (лишь бы они были для конкретного датчика). В крайнем случае, можно настраивать чувствительность по СОП, например с плоскодонками, но это сложнее. Дырки сверлятся на определенных глубинах, т.к. кривая DAC у РС ПЭП сложнее, чем у совмещенных ПЭП. Как раз такой РС ПЭП необходим при контроле на малых толщинах (что имеет место быть в данном случае) или для того, чтобы проконтролировать в пределах "мертвой зоны" при контроле прямыми совмещенными ПЭП. Ближняя зона тут абсолютно не причем!
Ближняя зона не причём...
Ну как сказать.
Начнём с того, что АРД-диаграммы для РС ПЭП достаточно редкая штука. Лично я не видел ни разу. Только слышал.
Причина? АРД-диаграмма - это фактически теоретический расчёт. Для РС ПЭП это сложная штука. Особенно если ещё попытаться учесть возможность стирания призмы. (две пластины и к тому же чаще под разными углами).
А второе.... возьми пластмасовый стандартный образец СО-1. Думаю он у тебя есть. Поставь на него РС ПЭП и настрой ВРЧ. Начни с отверстия на 5мм и до самого последнего. Получишь очень интересную кривую ВРЧ.
Только полностью все точки возьми. Иначе не будет интересно и познавательно.
Тогда и поймёшь причём тут ближняя зона. И почему на таких толщинах (точней будет согласно рекомендациям документов до 20мм, а в некоторых и до 40 мм) рекомендуют работать без ВРЧ.
Ну заодно и Крауфткреммеров почитай книгу, там очень хорошо и понятно описан этот вопрос.
Ну как сказать.
Начнём с того, что АРД-диаграммы для РС ПЭП достаточно редкая штука. Лично я не видел ни разу. Только слышал.
Причина? АРД-диаграмма - это фактически теоретический расчёт. Для РС ПЭП это сложная штука. Особенно если ещё попытаться учесть возможность стирания призмы. (две пластины и к тому же чаще под разными углами).
А второе.... возьми пластмасовый стандартный образец СО-1. Думаю он у тебя есть. Поставь на него РС ПЭП и настрой ВРЧ. Начни с отверстия на 5мм и до самого последнего. Получишь очень интересную кривую ВРЧ.
Только полностью все точки возьми. Иначе не будет интересно и познавательно.
Тогда и поймёшь причём тут ближняя зона. И почему на таких толщинах (точней будет согласно рекомендациям документов до 20мм, а в некоторых и до 40 мм) рекомендуют работать без ВРЧ.
Ну заодно и Крауфткреммеров почитай книгу, там очень хорошо и понятно описан этот вопрос.
Последнее редактирование:
Поделиться: