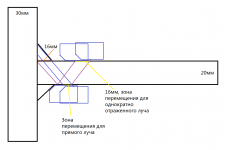
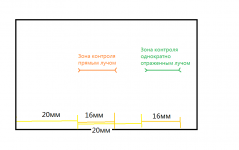
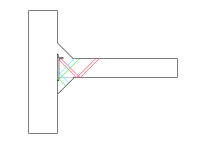
Перед нашей лабораторией поставили задачу: проведение УЗК сварной балки. Толщина стенки - 20 мм, толщина полок - 30 мм. Соединение без разделки кромок с конструктивным непроваром типа Т3 по ГОСТ 14771 катет 16 мм. Шов I категории по ГОСТ 23118. Необходимо проконтролировать сварные швы на отсутствие несплошностей (в самом металле сварного шва, величина непровара - не интересует). Вот такая странность...
Возможно ли это и как это сделать, подскажите пож-та.
у Вас шов 1 категории по ГОСТ 23118 или оценку качества надо проводить по ГОСТ 23118? Первое - это не обязательно второе.
Если оценка по ГОСТУ то
ГОСТ 23118 пункт 5.7.4.2 (таблица 4) предусматривает для таких соединений ультразвук ИЛИ радиографию. Наверное надо использовать Рентген (об этом писали), тем более, что наверное основные дефекты, которые вы сможете обнаружить ультразвуком в этих швах - это поры, а браковка для них в ГОСТе (таблицап Б1 приложения Б) указана через одно место (об этом тоже писали). Как вы будете настраиваться на выявление поры диаметром 3 мм, не эквивалентный диаметр, а реальный. Можно конечно акустический тракт посчитать, пересчитать сферу диаметром 3 мм относительно БЦО в СО-2.....
Если все-таки без УЗК никак, то надо помнить, что Вы не ищите дефекты, а проверяете соответствие продукции установленным требованиям.
Ну напишите, что по результатам УЗК сварные соединения типа Т3 соответствуют требованиям Таблицы Б1 ГОСТ 23118, но обязательно укажите, что в соединениях присутствуют непровары. Настраиваться будем пересчитав сферу диаметром 3 мм относительно какого-нибудь отражателя стандартного образца, например СО-2.
Если есть доступ со стороны полки, то можно взять ПЭП121-2,5-50 или ПЭП 121-2,5-45 и спокойно себе искать поры в катетах