Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Сварные стыковые швы сортамента
- Автор темы N24
- Дата начала
Ответить
Оттуда же фото.

Двутавровая катанная балка, толщина полки миллиметров 20, стенки - около 8. Точно уже не припомню.
УЗК контролируется все сечение балки.
На фото - фрезерованная фаска, односторнняя разделка полки. Стенка и галтельный переход - разделка с помощью УШМ.
Видно что в месте галтельного перехода довольно большой участок вообще без разделки (обведён маркером).
Там вообще в этом галтельном переходе много «мяса».
Да, конечно, потом заставлял делать разделку полностью.
Но прекрасно понимал, что когда сварщики варят без операционного контроля (например в ночную смену), то там может быть все что угодно. И если будет возможность схалтурить - схалтурят обязательно.
Никто не любит делать дополнительную работу.
И проблема в том, что этот огромный непровар я никак не увижу на УЗК.
И это, еще раз подчеркну, менее проблемная сторона сварного соединения.
Вторая половина - просто отрезанная на ленточной пиле балка, без каких-либо разделок/фасок.
Значит одна из свариваемых кромок вертикальная.
Сварка - полуавтомат в среде углекислота-аргон.
Очень высока вероятность возникновения несплавлений.
Несплавление по наклонной разделке я могу «поймать», подобрав ПЭП с соответствующим углом, прямым и олнокрктно отраженным лучом.
Несплавление по вертикальной кромке, без выхода на поверхность, висящее в толще металла - ловится только по схеме «тандем». Это если снизу есть отражающая плоскость.
Как правило, никто с этим «тандемом» не заморачивается вообще.
Весь контроль только обычным наклонным ПЭП.
А над галтельным переходом снизу - стенка балки, отражаться там не от чего.
То есть там и «тандем» не сработает.
Только TOFD, по идее.

Не вижу "V"-образной разделки по полке. При такой подготовке соединения сварщик "нагадит" как раз в месте сопряжения стенка-полка.
По полке разделка 40 градусов, односторонняя.
Возможно на фото с этого ракурса не видно что кромка под углом. Фаска делалась на фрезерном станке, видны следы от торцевой фрезы на кромке.
От ленточной пилы следы на срезе другие.
И да, именно про проблемное место сопряжения стенка-полка я и говорю.


Вот спасибо добрый человек за разяснения. Так вы полностью ее стыкуете с 100% проваром полок и стенки, а я то думал только полки!!! Ну тут ''жесть'' конечно...
Но в КД как правиоотвсегда закладывается контроль 100% сечения балки.
И конструктор проектирует МК, будучи наивно/опасно/опрометчиво уверенным в равнопрочности такого двутавра.
1) судя по фото, у вас на полке нет фаски. т.е. прямое нарушение технологии сварки. как они собирались добиться полного провара с такой разделкой, для меня лично тайна.
2) т.к. кроме всего прочего, являюсь специалистом сварочного производства II уровня, то скажу вам как практик и по сварке и в УЗК. никогда. даже нет. НИКОГДА ни один непровар не бывает полностью линейным. где-то чуть больше зацепит сварной, где-то чуть дальше. что то всегда да вылезет. вот. именно по этим сигналам (сигналы всегда линейны -не точечные) и видно, что в сварном соединении есть проблема. т.к. глубина залегания более менее одинакова, то и ремонтировать такие швы довольно таки легко. выбрать на определенную толщину, ЦД, и все проблемы решены. а после 3-4 раз, как сварной выпилит свой шов, заварит по новой, получит по голове от начальника цеха ........ больше таких проблем не возникает. так что. теория это хорошо. без нее никак. и формулы пятиэтажные. а вот на практике, оно немножко по другому работает.
Дальше тоже некие общие фразы.
И кроме непроваров специалист сварочного производства II уровня забывает про несплавления.
а вообще. мой совет коллеге, который и создал эту тему. не бойтесь перебраковывать. лучше перебдеть, чем оставить в корне шва большую проблему. пару швов выпилите, уже будет легче ориентироваться, что именно Вы видите на экране.
Но, так скажем, мне трудно представить себе некую официальную методику на проведение УЗК, в которой были бы указаны подобные критерии.
Ну то есть автор якобы методики пишет: я считаю что «чистых» плоскостных дефектов не может быть в принципе.
Всегда будет какой-то «загнутый», оплавленный сверху маленький участок большого плоскостного дефекта, на который акустическая ось ПЭП будет падать с достаточной степенью перпендикулярности, что бы сигнал вернулся в ПЭП с амплитудой, достигающей как минимум контрольного уровня))
Я к тому, что нужно все же в работе полагаться на некие конкретные методики и верифицированные приемы контроля.
А не на особое авторское мнение в стиле «я художник, я так вижу».
У нас не та профессия, где любой креатив это хорошо)
самое главное, это не пропустить мимо себя то, что может потом плохо повлиять на работоспособность М/К. а остальное. пусть теоретики этим занимаются. я не теоретик

Вот я про все это и пытаюсь мысль разворачивать.
ну и чем выше у специалиста компетенция, тем он больше может себе позволить отойти от формальных требований.
А если стык собрали без зазора, то там то оплавление на верхней грани непровара будет вообще как ниточка, толщиной намного меньше длины волны. И что мц там увидим?
С неплавлениями вообще никаких «ниточек» не будет.
Так что сам по себе приём конечно любопытный, но выявляющий небольшой процент описываемых опасных плоскостных дефектов.
Им план нужно делать и работу быстрее. Что бы домой раньше пойти, например.
Если над сборщиками не стоять, операционный контроль не проводить (а как его проводить когда варят во вторую -третью смену, а УЗК только в первую?))
То соберут так как соберётся)
Согласен, См. мой #43. Вылавливается без проблем. Разделка и хороший сварщик = нет проблем!не слушайте сильно эти теории. на практике, эти швы прозвучиваются без проблем. если есть сигнал там, где его быть не должно, это уже брак. в таких случаях всегда лучше перебдеть. для уверенности. после выборки делаете капилярку. та показывает все дефекты.
Ссылка на тему, этотим вопросом заморачивался на форуме 5 лет назад.Прошу прощения, можно чуть подробней (я в танке)
Оттуда же фото.
Двутавровая катанная балка, толщина полки миллиметров 20, стенки - около 8. Точно уже не припомню.
УЗК контролируется все сечение балки.
На фото - фрезерованная фаска, односторнняя разделка полки. Стенка и галтельный переход - разделка с помощью УШМ.
Видно что в месте галтельного перехода довольно большой участок вообще без разделки (обведён маркером).
Там вообще в этом галтельном переходе много «мяса».
Да, конечно, потом заставлял делать разделку полностью.
Но прекрасно понимал, что когда сварщики варят без операционного контроля (например в ночную смену), то там может быть все что угодно. И если будет возможность схалтурить - схалтурят обязательно.
Никто не любит делать дополнительную работу.
И проблема в том, что этот огромный непровар я никак не увижу на УЗК.
И это, еще раз подчеркну, менее проблемная сторона сварного соединения.
Вторая половина - просто отрезанная на ленточной пиле балка, без каких-либо разделок/фасок.
Значит одна из свариваемых кромок вертикальная.
Сварка - полуавтомат в среде углекислота-аргон.
Очень высока вероятность возникновения несплавлений.
Несплавление по наклонной разделке я могу «поймать», подобрав ПЭП с соответствующим углом, прямым и олнокрктно отраженным лучом.
Несплавление по вертикальной кромке, без выхода на поверхность, висящее в толще металла - ловится только по схеме «тандем». Это если снизу есть отражающая плоскость.
Как правило, никто с этим «тандемом» не заморачивается вообще.
Весь контроль только обычным наклонным ПЭП.
А над галтельным переходом снизу - стенка балки, отражаться там не от чего.
То есть там и «тандем» не сработает.
Только TOFD, по идее.
Последнее редактирование:
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Толщина стенки 9,5 мм, а полки 12,5 мм для такого двутавра.Ссылка на тему, этотим вопросом заморачивался на форуме 5 лет назад.
Оттуда же фото.
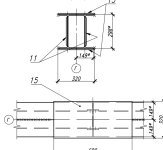
Посмотреть вложение 44628
Двутавровая катанная балка, толщина полки миллиметров 20, стенки - около 8. Точно уже не припомню.
УЗК контролируется все сечение балки.
На фото - фрезерованная фаска, односторнняя разделка полки. Стенка и галтельный переход - разделка с помощью УШМ.
Видно что в месте галтельного перехода довольно большой участок вообще без разделки (обведён маркером).
Там вообще в этом галтельном переходе много «мяса».
Да, конечно, потом заставлял делать разделку полностью.
Но прекрасно понимал, что когда сварщики варят без операционного контроля (например в ночную смену), то там может быть все что угодно. И если будет возможность схалтурить - схалтурят обязательно.
Никто не любит делать дополнительную работу.
И проблема в том, что этот огромный непровар я никак не увижу на УЗК.
И это, еще раз подчеркну, менее проблемная сторона сварного соединения.
Вторая половина - просто отрезанная на ленточной пиле балка, без каких-либо разделок/фасок.
Значит одна из свариваемых кромок вертикальная.
Сварка - полуавтомат в среде углекислота-аргон.
Очень высока вероятность возникновения несплавлений.
Несплавление по наклонной разделке я могу «поймать», подобрав ПЭП с соответствующим углом, прямым и олнокрктно отраженным лучом.
Несплавление по вертикальной кромке, без выхода на поверхность, висящее в толще металла - ловится только по схеме «тандем». Это если снизу есть отражающая плоскость.
А над галтельным переходом снизу - стенка балки, отражаться там не от чего.
Не вижу "V"-образной разделки по полке. При такой подготовке соединения сварщик "нагадит" как раз в месте сопряжения стенка-полка.
Не, там были толщины побольше) двутавр N40 или 45, не помню точно, 5 лет прошло)Толщина стенки 9,5 мм, а полки 12,5 мм для такого двутавра.
Не вижу "V"-образной разделки по полке. При такой подготовке соединения сварщик "нагадит" как раз в месте сопряжения стенка-полка.
По полке разделка 40 градусов, односторонняя.
Возможно на фото с этого ракурса не видно что кромка под углом. Фаска делалась на фрезерном станке, видны следы от торцевой фрезы на кромке.
От ленточной пилы следы на срезе другие.
И да, именно про проблемное место сопряжения стенка-полка я и говорю.
basket
Бывалый
- Регистрация
- 10.02.2016
- Сообщения
- 173
- Реакции
- 34
Ахринеть.Ссылка на тему, этотим вопросом заморачивался на форуме 5 лет назад.
Оттуда же фото.
Посмотреть вложение 44628
Двутавровая катанная балка, толщина полки миллиметров 20, стенки - около 8. Точно уже не припомню.
УЗК контролируется все сечение балки.
На фото - фрезерованная фаска, односторнняя разделка полки. Стенка и галтельный переход - разделка с помощью УШМ.
Видно что в месте галтельного перехода довольно большой участок вообще без разделки (обведён маркером).
Там вообще в этом галтельном переходе много «мяса».
Да, конечно, потом заставлял делать разделку полностью.
Но прекрасно понимал, что когда сварщики варят без операционного контроля (например в ночную смену), то там может быть все что угодно. И если будет возможность схалтурить - схалтурят обязательно.
Никто не любит делать дополнительную работу.
И проблема в том, что этот огромный непровар я никак не увижу на УЗК.
И это, еще раз подчеркну, менее проблемная сторона сварного соединения.
Вторая половина - просто отрезанная на ленточной пиле балка, без каких-либо разделок/фасок.
Значит одна из свариваемых кромок вертикальная.
Сварка - полуавтомат в среде углекислота-аргон.
Очень высока вероятность возникновения несплавлений.
Несплавление по наклонной разделке я могу «поймать», подобрав ПЭП с соответствующим углом, прямым и олнокрктно отраженным лучом.
Несплавление по вертикальной кромке, без выхода на поверхность, висящее в толще металла - ловится только по схеме «тандем». Это если снизу есть отражающая плоскость.
Как правило, никто с этим «тандемом» не заморачивается вообще.
Весь контроль только обычным наклонным ПЭП.
А над галтельным переходом снизу - стенка балки, отражаться там не от чего.
То есть там и «тандем» не сработает.
Только TOFD, по идее.
Вот спасибо добрый человек за разяснения. Так вы полностью ее стыкуете с 100% проваром полок и стенки, а я то думал только полки!!! Ну тут ''жесть'' конечно...
Даже если контролировать только полку, то посередине полки, в месте проекции стенки будет проблемный участок.Ахринеть.
Вот спасибо добрый человек за разяснения. Так вы полностью ее стыкуете с 100% проваром полок и стенки, а я то думал только полки!!! Ну тут ''жесть'' конечно...
Но в КД как правиоотвсегда закладывается контроль 100% сечения балки.
И конструктор проектирует МК, будучи наивно/опасно/опрометчиво уверенным в равнопрочности такого двутавра.
basket
Бывалый
- Регистрация
- 10.02.2016
- Сообщения
- 173
- Реакции
- 34
Слава богу пока не сталкивался с таким, у нас полка + полка по всей длинне варится, такое есть.Даже если контролировать только полку, то посередине полки, в месте проекции стенки будет проблемный участок.
Но в КД как правиоотвсегда закладывается контроль 100% сечения балки.
И конструктор проектирует МК, будучи наивно/опасно/опрометчиво уверенным в равнопрочности такого двутавра.
Вложения
не торопясь, по порядку.И проблема в том, что этот огромный непровар я никак не увижу на УЗК.
И это, еще раз подчеркну, менее проблемная сторона сварного соединения.
Вторая половина - просто отрезанная на ленточной пиле балка, без каких-либо разделок/фасок.
Значит одна из свариваемых кромок вертикальная.
1) судя по фото, у вас на полке нет фаски. т.е. прямое нарушение технологии сварки. как они собирались добиться полного провара с такой разделкой, для меня лично тайна.
2) т.к. кроме всего прочего, являюсь специалистом сварочного производства II уровня, то скажу вам как практик и по сварке и в УЗК. никогда. даже нет. НИКОГДА ни один непровар не бывает полностью линейным. где-то чуть больше зацепит сварной, где-то чуть дальше. что то всегда да вылезет. вот. именно по этим сигналам (сигналы всегда линейны -не точечные) и видно, что в сварном соединении есть проблема. т.к. глубина залегания более менее одинакова, то и ремонтировать такие швы довольно таки легко. выбрать на определенную толщину, ЦД, и все проблемы решены. а после 3-4 раз, как сварной выпилит свой шов, заварит по новой, получит по голове от начальника цеха ........ больше таких проблем не возникает. так что. теория это хорошо. без нее никак. и формулы пятиэтажные. а вот на практике, оно немножко по другому работает.
Я прекрасно понимаю, что конструкторы, технологи, сварщики и дефектоскописты - разные люди, у каждого свои тараканы. Но если есть вопрос по качеству и он регулярный и массовый, надо как-то договариваться и что-то делать, что-то менять, чтобы консенсуса достичь. Например, #79Даже если контролировать только полку, то посередине полки, в месте проекции стенки будет проблемный участок.
Но в КД как правиоотвсегда закладывается контроль 100% сечения балки.
И конструктор проектирует МК, будучи наивно/опасно/опрометчиво уверенным в равнопрочности такого двутавра.
Перечитайте сообщение выше, полка с фаской, ракурс просто такой.не торопясь, по порядку.
1) судя по фото, у вас на полке нет фаски. т.е. прямое нарушение технологии сварки. как они собирались добиться полного провара с такой разделкой, для меня лично тайна.
Про «непровар никогда не бывает линейным» - слишком похоже на голословное утверждение. Вообще не очпнь понятно что имеете ввиду. Непровар не может быть плоскостнцм висящим дефектом?)) Можно источник столь оригинальной мысли?2) т.к. кроме всего прочего, являюсь специалистом сварочного производства II уровня, то скажу вам как практик и по сварке и в УЗК. никогда. даже нет. НИКОГДА ни один непровар не бывает полностью линейным. где-то чуть больше зацепит сварной, где-то чуть дальше. что то всегда да вылезет. вот. именно по этим сигналам (сигналы всегда линейны -не точечные) и видно, что в сварном соединении есть проблема. т.к. глубина залегания более менее одинакова, то и ремонтировать такие швы довольно таки легко. выбрать на определенную толщину, ЦД, и все проблемы решены. а после 3-4 раз, как сварной выпилит свой шов, заварит по новой, получит по голове от начальника цеха ........ больше таких проблем не возникает. так что. теория это хорошо. без нее никак. и формулы пятиэтажные. а вот на практике, оно немножко по другому работает.
Дальше тоже некие общие фразы.
И кроме непроваров специалист сварочного производства II уровня забывает про несплавления.
для более конкретных объяснений, не хватит всей темы. я бы без проблем показал это на практике, где, как и почему виден сигнал от этих дефектов. а вот рассказать. не. это долго!Дальше тоже некие общие фразы.
а вообще. мой совет коллеге, который и создал эту тему. не бойтесь перебраковывать. лучше перебдеть, чем оставить в корне шва большую проблему. пару швов выпилите, уже будет легче ориентироваться, что именно Вы видите на экране.
Я примерно понимаю по каким критериям вы предполагаете, что легко можно обнаруживать такие вертикальные висящие плоскостные дефекты.для более конкретных объяснений, не хватит всей темы. я бы без проблем показал это на практике, где, как и почему виден сигнал от этих дефектов. а вот рассказать. не. это долго!
Но, так скажем, мне трудно представить себе некую официальную методику на проведение УЗК, в которой были бы указаны подобные критерии.
Ну то есть автор якобы методики пишет: я считаю что «чистых» плоскостных дефектов не может быть в принципе.
Всегда будет какой-то «загнутый», оплавленный сверху маленький участок большого плоскостного дефекта, на который акустическая ось ПЭП будет падать с достаточной степенью перпендикулярности, что бы сигнал вернулся в ПЭП с амплитудой, достигающей как минимум контрольного уровня))
Я к тому, что нужно все же в работе полагаться на некие конкретные методики и верифицированные приемы контроля.
А не на особое авторское мнение в стиле «я художник, я так вижу».
У нас не та профессия, где любой креатив это хорошо)
Всегда будет какой-то «загнутый», оплавленный сверху маленький участок большого плоскостного дефекта, на который акустическая ось ПЭП будет падать с достаточной степенью перпендикулярности, что бы сигнал вернулся в ПЭП с амплитудой, достигающей как минимум контрольного уровня))
самое главное, это не пропустить мимо себя то, что может потом плохо повлиять на работоспособность М/К. а остальное. пусть теоретики этим занимаются. я не теоретик
epoch4
Профессионал
- Регистрация
- 20.11.2012
- Сообщения
- 636
- Реакции
- 212
Всегда будет какой-то «загнутый», оплавленный сверху маленький участок большого плоскостного дефекта, на который акустическая ось ПЭП будет падать с достаточной степенью перпендикулярности
Быть то он может и будет, но весьма коварным. Малейшее отклонение от нужного ракурса и сигнала нет. Или ракурс верный, а сигнал и до фиксации не дотягивает. Вот сидишь на железе и интуичишь, потом тандемишь, стредлишь, дельтаметодишь и прочая тофд.самое главное, это не пропустить мимо себя то, что может потом плохо повлиять на работоспособность М/К
Именно.100% так.Быть то он может и будет, но весьма коварным. Малейшее отклонение от нужного ракурса и сигнала нет. Или ракурс верный, а сигнал и до фиксации не дотягивает. Вот сидишь на железе и интуичишь, потом тандемишь, стредлишь, дельтаметодишь и прочая тофд.
Вот я про все это и пытаюсь мысль разворачивать.
правильно, но это будет работать при неформальном подходе и наличии соображалки, а вот если формальная инструкция и работать строго по ней, то всякие мелкие и небольшие зацепы будут не в счет. вот ведь в чем дело.НИКОГДА ни один непровар не бывает полностью линейным. где-то чуть больше зацепит сварной, где-то чуть дальше. что то всегда да вылезет.
ну и чем выше у специалиста компетенция, тем он больше может себе позволить отойти от формальных требований.
Отчасти согласен. Но по данной конкретной ситуации - пытаться обнаружить огромный по площади непровар, словив некое оплавление на его кромке сверху - ну мягко говоря ненадёжный способ контроля.правильно, но это будет работать при неформальном подходе и наличии соображалки, а вот если формальная инструкция и работать строго по ней, то всякие мелкие и небольшие зацепы будут не в счет. вот ведь в чем дело.
ну и чем выше у специалиста компетенция, тем он больше может себе позволить отойти от формальных требований.
А если стык собрали без зазора, то там то оплавление на верхней грани непровара будет вообще как ниточка, толщиной намного меньше длины волны. И что мц там увидим?
С неплавлениями вообще никаких «ниточек» не будет.
Так что сам по себе приём конечно любопытный, но выявляющий небольшой процент описываемых опасных плоскостных дефектов.
все видно. пусть сигнал и не дотянет до браковочного, одно то, что он протяженный, уже хватает для того, чтобы забраковать.Отчасти согласен. Но по данной конкретной ситуации - пытаться обнаружить огромный по площади непровар, словив некое оплавление на его кромке сверху - ну мягко говоря ненадёжный способ контроля.
ну эт вы батенька хватанули. меньше длины волны??? ого. тем более. такой стык собрать без зазора. нарушение всех технологий сварки!!! пару раз те же монтажники выберут его до основания, чтобы наукой стало. больше не повторится. по своему опыту знаю! ))) всегда требую от своих монтажников, чтобы именно в месте так называемой "галтели" делали зазор побольше. 3-4 мм. сварным сильно помогает.А если стык собрали без зазора, то там то оплавление на верхней грани непровара будет вообще как ниточка, толщиной намного меньше длины волны.
Да плевать всем на ту технологию.сварки, вы прям удивляете))ну эт вы батенька хватанули. меньше длины волны??? ого. тем более. такой стык собрать без зазора. нарушение всех технологий сварки!!!
Им план нужно делать и работу быстрее. Что бы домой раньше пойти, например.
Если над сборщиками не стоять, операционный контроль не проводить (а как его проводить когда варят во вторую -третью смену, а УЗК только в первую?))
То соберут так как соберётся)
Поделиться: