Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Изменения ПР НК
- Автор темы Ditrof
- Дата начала
Ответить


https://yadi.sk/d/2cgciK7wb-0MuQ
https://yadi.sk/d/2cgciK7wb-0MuQ?w=1

"НК сварных соединений, выполняемый при ремонте вагонов, должен соответствовать ремонтной документации [1] - [4]....."
лень набивать список литературы, прикладываю его в виде рисунка....
В 1ом документе есть:
"6.8 Необходимость и объем контроля, виды недопустимых дефектов
устанавливаются настоящей Инструкцией и ремонтной документацией на грузовые вагоны и их составные части...."
Во 2ом и 3ьем указывается в каких случаях и как можно устанавливать накладки
А вот в ТИ-КЦ-2010 "Ремонт сваркой котлов железнодорожных цистерн из углеродистых и низколегированных сталей" находим:
"...пункт 8.2 Контроль качества швов сварных соединений необходимо прово-дить в следующем объёме:
– для цистерн, подведомственных Госгортехнадзору, в соответствии с 1.4;
– для цистерн, не подведомственных Госгортехнадзору, в объёме не ме-нее 10 % от общей длины всех выполненных при ремонте сварных швов;
– для сварки швов приварки поддона под сливное устройство – не ме-нее 100 %...."
Где пункт 1.4:
"....1.4 При ремонте котлов цистерн, имеющих избыточное давление газовой среды в котле при транспортировке или погрузке-выгрузке более 0,07 МПа при температуре до 50 °С, следует соблюдать требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором..."
Правда эти Правила отменены с вводом Федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением", которые, как и многие документы Ростехнадзора, утратили силу на территории РФ в 2021 году....
Но и для обычных цистерн, не подведомственных Ростехнадзору, есть нюансы:
Пункт 8.1:
".... Контроль сварки и ремонтных сварных соединений осуществляется в зависимости от объёма ремонта следующими методами:
– проверкой соответствия основных и сварочных материалов требова-ниям настоящей Инструкции, ЦВ/587, ЦВ/627 и стандартов или технических условий, по которым они поставляются;
– контроль качества подготовки дефектных участков и ремонтных со-единений (разделка кромок, сборка, зачистка) под сварку;
– проверкой состояния сварочного участка и оборудования, режимов сварки;
– проверкой квалификации сварщика (по документам и при необходи-мости аттестацией);
– внешним (визуальным) осмотром и измерением согласно ГОСТ 3242 с применением переносных световых приборов с качеством освещения не менее 500 люкс и оптических увеличительных приборов;
– ультразвуковым методом неразрушающего контроля по ГОСТ 14782, ГОСТ 12503 или вихретоковым методом по РД 32.150-2000;
– магнитопорошковой дефектоскопией по ГОСТ 21105 для подтвер-ждения результатов вихретокого контроля (в соответствии с требованиями изменения №1 к РД 32.174-2001);
– гидравлическим испытанием...."
Нигде не написано про то, какие методы используем при выборочном контроле.
Ну и при упоминании УЗК видим:
"....ультразвуковым методом неразрушающего контроля по ГОСТ 14782, ГОСТ 12503 или вихретоковым методом по РД 32.150-2000..."
P.S. Коллеги соответствуют посмотреть область аттестации: есть ли у Вас для сварных соединений Вихреток....
P.P.S. А толщина свариваемых элементов сколько? ТИ НК В.51-1 распространяется на "...ультразвуковой контроль швов стыковых и нахлесточных сварных соединенийС15, С21, С25,Н1по ГОСТ5264иГОСТ14771толщиной 8-20ммиз углеродистых и низколегированных сталейСт3сп, 20К, 09Г2, 09Г2Д, 09Г2С, 09Г2СД..."
Однако некоторые неравнодушные к ультразвуку сотрудники НИИ Мостов посылают..... контролировать такие конструкции другими видами НК.....
Открываем ТИ НК В41-2
пункт 5.2.3
"...Настройку дефектоскопов (установку порога чувствительности)
проводят с помощью НО из комплекта НО НК В.41-2 с ИД в начале каждой
рабочей смены, при замене ВТП или кабелей, а также по решению
дефектоскописта.
П р и м е ч а н и е – Допускается настройку чувствительности ВТК
деталей автосцепного устройства и тормозной рычажной передачи
дефектоскопами ВД-100, ВД-113, ВД-113.5, ВД-213.1, ВД3-71, УД2-102ВД
выполнять по мере или НО в виде металлической пластины с ИД, глубина и
ширина которых соответствует таблице 5.1 (например, ИА.8.896.034,
ИРСЮ.741421.001, COП-7.001.70). Тип НО (меры) указывается в ТК...."
Возможно я отстал от жизни, но в РД 32.150 изменение 4 и в Описание типа СИ указан СОП-7.001.70
Хамло
Бывалый
- Регистрация
- 19.09.2014
- Сообщения
- 204
- Реакции
- 36
Спасибо.
http://opzt.ru/wp-content/uploads/2019/12/Protokol-podpisannyj-dekabr-2019.pdf
тут нашел в более читабельной форме
http://opzt.ru/wp-content/uploads/2019/12/Protokol-podpisannyj-dekabr-2019.pdf
тут нашел в более читабельной форме
Ditrof
Свой
- Регистрация
- 25.07.2016
- Сообщения
- 33
- Реакции
- 11
Добрый день.Здравствуйте! У вас ТИ к ПРНК может еще есть, только утвержденные.
https://yadi.sk/d/2cgciK7wb-0MuQ
podosetnikov
Специалист
- Регистрация
- 28.12.2013
- Сообщения
- 305
- Реакции
- 54
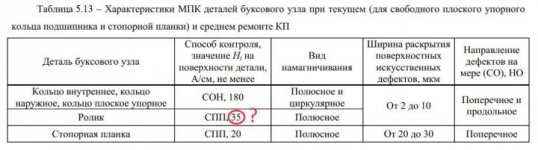
ПР НК В.2 таблица 5.13
Маловато будет!")
Маловато будет!
Вложения
Ditrof
Свой
- Регистрация
- 25.07.2016
- Сообщения
- 33
- Реакции
- 11
Здравствуйте!!! Поделитесь методическими указаниями МУ07.197.2019
https://yadi.sk/d/2cgciK7wb-0MuQ?w=1
Здравствуйте!
Подскажите начинающему дефектоскописту, возможно ли проведение магнитопорошкового контроля в потолочном положении с помощью электромагнита и суспензии.
Работаю в депо, боковые рамы контролируем прямо на стенде для разборки тележки. Контроль самой опасной зоны - R55 делаем без переворота боковой рамы, т.е. суспензия не стекает по детали, а просто падает на электромагнит и руки дефектоскописта. К сожалению в ПР НК и ТИ про положение боковины при контроле ничего не написано
Подскажите начинающему дефектоскописту, возможно ли проведение магнитопорошкового контроля в потолочном положении с помощью электромагнита и суспензии.
Работаю в депо, боковые рамы контролируем прямо на стенде для разборки тележки. Контроль самой опасной зоны - R55 делаем без переворота боковой рамы, т.е. суспензия не стекает по детали, а просто падает на электромагнит и руки дефектоскописта. К сожалению в ПР НК и ТИ про положение боковины при контроле ничего не написано
podosetnikov
Специалист
- Регистрация
- 28.12.2013
- Сообщения
- 305
- Реакции
- 54
Недавно меня в очередной раз уличили в диверсии на жд транспорте, т.к. не контролирую сварные швы накладок котла цистерны, после ремонта сваркой. Предполагаю, что я не один такой Инструкция по сварке требует контролировать ультразвуком вставки стяжного хомута, вставки в котел и швы крепления фасонной лапы. ТИ НК В.51 еще и УЗК швов накладок котла регламентирует. Какой документ требует контроля швов накладок?
Инструкция по сварке требует контролировать ультразвуком вставки стяжного хомута, вставки в котел и швы крепления фасонной лапы. ТИ НК В.51 еще и УЗК швов накладок котла регламентирует. Какой документ требует контроля швов накладок?Kaktus_SPb
Дефектоскопист всея Руси
пункт 1.4 ПР НК В5-2019 говорит нам о том, чтоКакой документ требует контроля швов накладок?
"НК сварных соединений, выполняемый при ремонте вагонов, должен соответствовать ремонтной документации [1] - [4]....."
лень набивать список литературы, прикладываю его в виде рисунка....
В 1ом документе есть:
"6.8 Необходимость и объем контроля, виды недопустимых дефектов
устанавливаются настоящей Инструкцией и ремонтной документацией на грузовые вагоны и их составные части...."
Во 2ом и 3ьем указывается в каких случаях и как можно устанавливать накладки
А вот в ТИ-КЦ-2010 "Ремонт сваркой котлов железнодорожных цистерн из углеродистых и низколегированных сталей" находим:
"...пункт 8.2 Контроль качества швов сварных соединений необходимо прово-дить в следующем объёме:
– для цистерн, подведомственных Госгортехнадзору, в соответствии с 1.4;
– для цистерн, не подведомственных Госгортехнадзору, в объёме не ме-нее 10 % от общей длины всех выполненных при ремонте сварных швов;
– для сварки швов приварки поддона под сливное устройство – не ме-нее 100 %...."
Где пункт 1.4:
"....1.4 При ремонте котлов цистерн, имеющих избыточное давление газовой среды в котле при транспортировке или погрузке-выгрузке более 0,07 МПа при температуре до 50 °С, следует соблюдать требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором..."
Правда эти Правила отменены с вводом Федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением", которые, как и многие документы Ростехнадзора, утратили силу на территории РФ в 2021 году....
Но и для обычных цистерн, не подведомственных Ростехнадзору, есть нюансы:
Пункт 8.1:
".... Контроль сварки и ремонтных сварных соединений осуществляется в зависимости от объёма ремонта следующими методами:
– проверкой соответствия основных и сварочных материалов требова-ниям настоящей Инструкции, ЦВ/587, ЦВ/627 и стандартов или технических условий, по которым они поставляются;
– контроль качества подготовки дефектных участков и ремонтных со-единений (разделка кромок, сборка, зачистка) под сварку;
– проверкой состояния сварочного участка и оборудования, режимов сварки;
– проверкой квалификации сварщика (по документам и при необходи-мости аттестацией);
– внешним (визуальным) осмотром и измерением согласно ГОСТ 3242 с применением переносных световых приборов с качеством освещения не менее 500 люкс и оптических увеличительных приборов;
– ультразвуковым методом неразрушающего контроля по ГОСТ 14782, ГОСТ 12503 или вихретоковым методом по РД 32.150-2000;
– магнитопорошковой дефектоскопией по ГОСТ 21105 для подтвер-ждения результатов вихретокого контроля (в соответствии с требованиями изменения №1 к РД 32.174-2001);
– гидравлическим испытанием...."
Нигде не написано про то, какие методы используем при выборочном контроле.
Ну и при упоминании УЗК видим:
"....ультразвуковым методом неразрушающего контроля по ГОСТ 14782, ГОСТ 12503 или вихретоковым методом по РД 32.150-2000..."
P.S. Коллеги соответствуют посмотреть область аттестации: есть ли у Вас для сварных соединений Вихреток....
P.P.S. А толщина свариваемых элементов сколько? ТИ НК В.51-1 распространяется на "...ультразвуковой контроль швов стыковых и нахлесточных сварных соединенийС15, С21, С25,Н1по ГОСТ5264иГОСТ14771толщиной 8-20ммиз углеродистых и низколегированных сталейСт3сп, 20К, 09Г2, 09Г2Д, 09Г2С, 09Г2СД..."
Вложения

podosetnikov
Специалист
- Регистрация
- 28.12.2013
- Сообщения
- 305
- Реакции
- 54
А про ТИ-КЦ-2010 я и забыл...
Пользуясь случаем, с учетом неравнодушного отношения сотрудников НИИ мостов к ультразвуку:
ТИ НК В.51-1 распространяется на толщины от 8 мм, но, иногда, встречаются цистерны с стяжными хомутами толщиной 6 мм, такие хомуты шире обычных.
Обычные нефтебензиновые цистерны, толщины от 8 до 12 мм.P.P.S. А толщина свариваемых элементов сколько? ТИ НК В.51-1 распространяется на "...ультразвуковой контроль швов стыковых и нахлесточных сварных соединенийС15, С21, С25,Н1по ГОСТ5264иГОСТ14771толщиной 8-20ммиз углеродистых и низколегированных сталейСт3сп, 20К, 09Г2, 09Г2Д, 09Г2С, 09Г2СД..."
Пользуясь случаем, с учетом неравнодушного отношения сотрудников НИИ мостов к ультразвуку
:ТИ НК В.51-1 распространяется на толщины от 8 мм, но, иногда, встречаются цистерны с стяжными хомутами толщиной 6 мм, такие хомуты шире обычных.
Kaktus_SPb
Дефектоскопист всея Руси
Много есть на свете металлоконструкций с толщиной менее 8мм....А про ТИ-КЦ-2010 я и забыл...
Обычные нефтебензиновые цистерны, толщины от 8 до 12 мм.
Пользуясь случаем, с учетом неравнодушного отношения сотрудников НИИ мостов к ультразвуку
ТИ НК В.51-1 распространяется на толщины от 8 мм, но, иногда, встречаются цистерны с стяжными хомутами толщиной 6 мм, такие хомуты шире обычных.
Однако некоторые неравнодушные к ультразвуку сотрудники НИИ Мостов посылают..... контролировать такие конструкции другими видами НК.....
Подскажите, пожалуйста как лучше поступить в данной ситуации: ВТК головной части корпуса автосцепки (из стали марки 20ГЛ, 20ФЛ или 20Г1ФЛ) согласно «ТИ по НК вагонов дефектоскопом ВД3-71» проводится с применением СОП 2353.08 (Ст45). Тогда как ПР НК В.4 п.4.2.1.6 гласит иное. Как правильнее поступить: купить СОП 2353.09 (Ст20) и не соблюдать в этой части эту ТИ или пользоваться СОП от других дефектоскопов, изготовленных из стали Ст20 (вроде где то писали, что настройку по ВТК дефектоскопов можно проводить только с теми СОП, которые для них предназначены инструкциями)?
Kaktus_SPb
Дефектоскопист всея Руси
Правильно так, как написано в ТИ НК В.41-2Подскажите, пожалуйста как лучше поступить в данной ситуации: ВТК головной части корпуса автосцепки (из стали марки 20ГЛ, 20ФЛ или 20Г1ФЛ) согласно «ТИ по НК вагонов дефектоскопом ВД3-71» проводится с применением СОП 2353.08 (Ст45). Тогда как ПР НК В.4 п.4.2.1.6 гласит иное. Как правильнее поступить: купить СОП 2353.09 (Ст20) и не соблюдать в этой части эту ТИ или пользоваться СОП от других дефектоскопов, изготовленных из стали Ст20 (вроде где то писали, что настройку по ВТК дефектоскопов можно проводить только с теми СОП, которые для них предназначены инструкциями)?
По п.4.6 б) понятно, но смущает фраза пункта 4.5 "разработанных на основании настоящей ТИ и ЭД дефектоскопа" Разве здесь нет противоречия? ЭД дефектоскопа ВД3-71 обязывает применение СОП 2353.08, а не СОП 2353.09.
Последнее редактирование:
Kaktus_SPb
Дефектоскопист всея Руси
По п.4.6 б) понятно, но смущает фраза пункта 4.5 "разработанных на основании настоящей ТИ и ЭД дефектоскопа" Разве здесь нет противоречия? ЭД дефектоскопа ВД3-71 обязывает применение СОП 2353.08, а не СОП 2353.09.
Открываем ТИ НК В41-2
пункт 5.2.3
"...Настройку дефектоскопов (установку порога чувствительности)
проводят с помощью НО из комплекта НО НК В.41-2 с ИД в начале каждой
рабочей смены, при замене ВТП или кабелей, а также по решению
дефектоскописта.
П р и м е ч а н и е – Допускается настройку чувствительности ВТК
деталей автосцепного устройства и тормозной рычажной передачи
дефектоскопами ВД-100, ВД-113, ВД-113.5, ВД-213.1, ВД3-71, УД2-102ВД
выполнять по мере или НО в виде металлической пластины с ИД, глубина и
ширина которых соответствует таблице 5.1 (например, ИА.8.896.034,
ИРСЮ.741421.001, COП-7.001.70). Тип НО (меры) указывается в ТК...."
Возможно я отстал от жизни, но в РД 32.150 изменение 4 и в Описание типа СИ указан СОП-7.001.70
Вложения
Ditrof
Свой
- Регистрация
- 25.07.2016
- Сообщения
- 33
- Реакции
- 11

podosetnikov
Специалист
- Регистрация
- 28.12.2013
- Сообщения
- 305
- Реакции
- 54
Поднимем тему
https://opzt.ru/wp-content/uploads/2022/01/izmenenie-3-pr-nk-v.2.pdf
https://opzt.ru/wp-content/uploads/2022/01/izmenenie-3-pr-nk-v.4.pdf
УЗК средней части оси, МПК стяжного болта поглощающего аппарата... Что за неуёмная "железнодорожная администрация" проталкивает в Правила такие новшества?
НИИ мостов, не верю, что вы сделали это добровольно. Если вас взяли в заложники - подайте знак
А за стяжной хомут многие будут вам благодарны, если, конечно, не вмешается "железнодорожная администрация".
https://opzt.ru/wp-content/uploads/2022/01/izmenenie-3-pr-nk-v.2.pdf
https://opzt.ru/wp-content/uploads/2022/01/izmenenie-3-pr-nk-v.4.pdf
УЗК средней части оси, МПК стяжного болта поглощающего аппарата... Что за неуёмная "железнодорожная администрация" проталкивает в Правила такие новшества?
НИИ мостов, не верю, что вы сделали это добровольно. Если вас взяли в заложники - подайте знак
А за стяжной хомут многие будут вам благодарны, если, конечно, не вмешается "железнодорожная администрация".
podosetnikov
Специалист
- Регистрация
- 28.12.2013
- Сообщения
- 305
- Реакции
- 54
Похожие темы
- Ответы
- 4
- Просмотры
- 840
- Ответы
- 3
- Просмотры
- 1K
Поделиться: