Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 612
Слабочки они , теоретики однако)))
Зря вы так о наших коллегах.
Слабочки они , теоретики однако)))
мы на правду не обижаемся, если бы мы все постигли, то чего нам на форуме делать?Зря вы так о наших коллегах.
мы на правду не обижаемся, если бы мы все постигли, то чего нам на форуме делать?
Разве структурные изменения, происходящие в сварном шве и околошовной зоне под воздействием сварочных температур - вообще не влияют на затухание УЗ волн?
если правильно соблюдена технология сварного процесса, то вообще не влияют (т.е. влияние настолько мало, что им можно пренебречь).
обычная сталь -в отличии от нержавейки - не склонна создавать крупную кристаллическую решетку. именно поэтому, затухание в ней минимально.
Коллеги, доброго дня всем!
Тут подумал - а почему так незаслуженно забыты сегментные отражатели в НО?
Вроде как вполне технологичны по изготовлению. И физический смысл имеют - имитируют несплавнение по кромке в корне шва (или в заполнении шва, когда однократно отраженным лучом)
Понятно, что есть зависимость от угла ввода, на 65 градусов и на 70 градусов надо будет делать отдельный отражатель. Это конечно несколько хлопотно.
Но зато и настройка должна быть более корректной, потсравнению с очень уж условной по "зарубкам" с учетом коэффициента N.
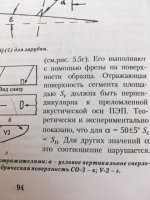
В.Г. Щербинский пишет, что площадь сегмента равна площади плоскодонки только для угла ввода 50+-5 градусов, для других углов это соотношение нарушается.
Хотя в СТО 00220256-005-2005 на это внимания почему-то не обращают.
Судите самиЭто точно про сегмент писалось, а не про "зарубку"?
")
Добрый день коллеги.
Заказал два месяца назад НО толщиной 32 мм по СТО 00220256-005-2005 из стали 09Г2С с зарубкой эквивалентной площадью дефекта 5,0 кв.мм. Вот что получил. Может я что-то недопонимаю. Но почему две зарубки с разными размерами. Сразу заказал ПЭП 2,6-65 и 2,5-50, т.к. 4 ПЭП уже износил.
Ну почему разные в пределах допуска ±0,05мм, наоборот товарищи вам дали информацию измерив "зарубки" с точностью до сотых чтоб вы знали, что эхо-сигналы от каждой будут разные но в пределах погрешности.
А могли и написать как вы просили, но не стали выдумывать а честно признались что при изготовлении отражателей есть вот такие нюансы.
. завтра буду проверять "зверя".Типа, и так сойдет ?
Ну если бы вы видели как изготавливают этих "зверей", очень сложно добиться 100% точности и повторяемости при таких делах. И такая погрешность это даже очень неплохо!
очень подозреваю. что зарубку изготовляли методом "Выдавливания". завтра УК покажет, если будут помехи, отправлю обратно.
Добрый день коллеги.
Заказал два месяца назад НО толщиной 32 мм по СТО 00220256-005-2005 из стали 09Г2С с зарубкой эквивалентной площадью дефекта 5,0 кв.мм. Вот что получил. Может я что-то недопонимаю. Но почему две зарубки с разными размерами. Сразу заказал ПЭП 2,6-65 и 2,5-50, т.к. 4 ПЭП уже износил.