basket
Бывалый
- Регистрация
- 10.02.2016
- Сообщения
- 164
- Реакции
- 34
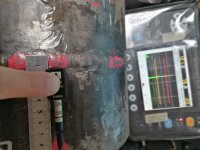
Обьект контроля: КСС Ф219х8. С17 гост 16037-80. (смещения кромок по внешнему радиусу 0.5мм + -)
Допустимая экв площадь 2мм. Инструмент А1214, пэп 5мгц стрела 9 угол 70 (не притертый).
1 Фото. Макс. амплитуда с правой стороны шва.
2 Фото. Падение сигнала до уровня фиксации (перпендикулярно св шву ) она же глубина с правой стороны шва.
3 Фото. Единственный Пойманый сигнал с левой стороны шва (относительно сигнала с правой стороны обратите внимание что Z примерно совпадает 7.7 и 7.3 мм)
4 Фото. Высота провиса в корне шва.
5 Фото. Сам провис.
6 Фото. Растояние от пэп до дефекта.
7-8 Фото. Подобная КСС но там насколько я помню был сигнал с обоих сторон но разной амплитуды а координаты совпадали или нет не помню.
9 Фото. Схема куда попадает центральный лучь 70 град.
10 Фото. Схема хода лучей с 2х сторон.
Я дал заключение что дефекте Д-Г-7.7-5 (не годен по амплитуде, не протяженный глубина 7.7мм протяженностью 5мм условно). Как мне кажется это не сплавление (смотрите фото 6 растояние не четко в центре шва а чуть левее).
Но есть сомнения т.к с противоположной стороны сварного шва обнаружился лиш слабый сигнал (фото 3) тоесть подтверждение вроде как нет... (что проекция от плоскости с разных сторон должна совпадать и тогда это точно дефект...)
Но я исходил из того что макс амплитуда поймана на 1 кратном отражении в 7.7-7.9 мм (фото 1) и до 5.6 мм (фото 2) тоесть не прямой луч а отраженный и протяженность условного дефекта в сечении по глубине составляет 7.9-5.6=2.3мм (примерно).
Собственно ваши мнения прав ли я?
И Вопрос: ОБЯЗАТЕЛЬНО ЛИ дефект должен подтверждаться с разных сторон шва? Меня потоянно пугает момент с провисом либо смещением по кромкам которые могут давать ложный сигнал который как раз как у меня виден только при прозвучивании с одной стороны шва, либо надо логически размышлять ЧТО если сигнал пойман 1но кратным отражением то это уже точно не провис или не смещение да еще и имеет протяженность по глубине.
Надеюсь не только мне интересна подобная тема. Приглашаю на обсуждение! =)
Допустимая экв площадь 2мм. Инструмент А1214, пэп 5мгц стрела 9 угол 70 (не притертый).
1 Фото. Макс. амплитуда с правой стороны шва.
2 Фото. Падение сигнала до уровня фиксации (перпендикулярно св шву ) она же глубина с правой стороны шва.
3 Фото. Единственный Пойманый сигнал с левой стороны шва (относительно сигнала с правой стороны обратите внимание что Z примерно совпадает 7.7 и 7.3 мм)
4 Фото. Высота провиса в корне шва.
5 Фото. Сам провис.
6 Фото. Растояние от пэп до дефекта.
7-8 Фото. Подобная КСС но там насколько я помню был сигнал с обоих сторон но разной амплитуды а координаты совпадали или нет не помню.
9 Фото. Схема куда попадает центральный лучь 70 град.
10 Фото. Схема хода лучей с 2х сторон.
Я дал заключение что дефекте Д-Г-7.7-5 (не годен по амплитуде, не протяженный глубина 7.7мм протяженностью 5мм условно). Как мне кажется это не сплавление (смотрите фото 6 растояние не четко в центре шва а чуть левее).
Но есть сомнения т.к с противоположной стороны сварного шва обнаружился лиш слабый сигнал (фото 3) тоесть подтверждение вроде как нет... (что проекция от плоскости с разных сторон должна совпадать и тогда это точно дефект...)
Но я исходил из того что макс амплитуда поймана на 1 кратном отражении в 7.7-7.9 мм (фото 1) и до 5.6 мм (фото 2) тоесть не прямой луч а отраженный и протяженность условного дефекта в сечении по глубине составляет 7.9-5.6=2.3мм (примерно).
Собственно ваши мнения прав ли я?
И Вопрос: ОБЯЗАТЕЛЬНО ЛИ дефект должен подтверждаться с разных сторон шва? Меня потоянно пугает момент с провисом либо смещением по кромкам которые могут давать ложный сигнал который как раз как у меня виден только при прозвучивании с одной стороны шва, либо надо логически размышлять ЧТО если сигнал пойман 1но кратным отражением то это уже точно не провис или не смещение да еще и имеет протяженность по глубине.
Надеюсь не только мне интересна подобная тема. Приглашаю на обсуждение! =)
Вложения
-
 IMG_20221013_143629.jpg2.8 MB · Просмотры: 356
IMG_20221013_143629.jpg2.8 MB · Просмотры: 356 -
 IMG_20221013_143638.jpg2.7 MB · Просмотры: 290
IMG_20221013_143638.jpg2.7 MB · Просмотры: 290 -
 IMG_20221013_143644.jpg2.7 MB · Просмотры: 283
IMG_20221013_143644.jpg2.7 MB · Просмотры: 283 -
 IMG_20221013_142218.jpg2.7 MB · Просмотры: 294
IMG_20221013_142218.jpg2.7 MB · Просмотры: 294 -
 IMG_20221013_142159.jpg3.2 MB · Просмотры: 311
IMG_20221013_142159.jpg3.2 MB · Просмотры: 311 -
 растояние.jpg2.3 MB · Просмотры: 317
растояние.jpg2.3 MB · Просмотры: 317 -
 КСС Ф219 (22).jpg199.2 KB · Просмотры: 294
КСС Ф219 (22).jpg199.2 KB · Просмотры: 294 -
 КСС Ф219 (21).jpg194.1 KB · Просмотры: 294
КСС Ф219 (21).jpg194.1 KB · Просмотры: 294 -
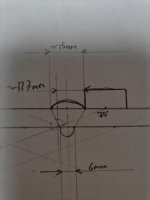 Схема.jpg3.5 MB · Просмотры: 287
Схема.jpg3.5 MB · Просмотры: 287 -
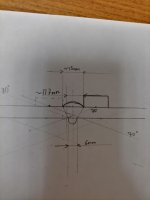 Схема луша с двух сторон.jpg3.5 MB · Просмотры: 344
Схема луша с двух сторон.jpg3.5 MB · Просмотры: 344
Последнее редактирование:


