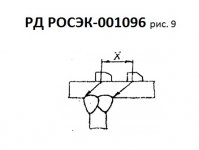
Kaktus_SPb, Контроль по рд росэк-001-96, шов Т8, прямой 2,5х65, отражённый 2,5х50. Сварка дуговая в среде защитных газов , координата 42-48
Считаем, что у Вас Т8 по ГОСТ 14771-76 "Дуговая сварка в защитном газе СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры" Тавровое соединение с двумя симметричными
скосами одной кромки
Скос кромки для толщины привариваемого элемента 30мм - 45 плюс минус 2 градуса, зазор и притупление 2мм
1. Если соединение сварено без непроваров и несплавлений, то никаких сигналов для П121-2,5-65 установленного на привариваемый элемент быть не должно (рисунок 1)....
А вот если бы скос кромки был 25 градусов, то при завышенной чувствительности возможен сигнал от скоса кромки
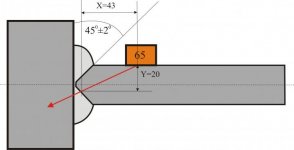
2. Допустим есть несплавление кромки в нижней части шва (можно и в верхней, тогда ПЭП будет с другой плоскости). При чувствительности 7мм2 ( уровень браковки для категории 1) 3,5мм2 (уровень поиска для категории 1) прямым лучом мы сигнал от данного несплавления вряд ли увидим (рисунок 2). Возможно при плохообработанном валике мы увидим сигнал в другой временной зоне (прибор считает, что луч распространяется без переотражения - на рисунке пунктирная линия - получаем глубина более 30мм, проекция отражателя для центрального луча за привариваемым элементом)
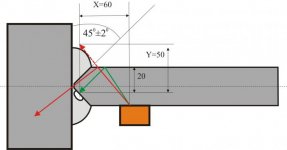
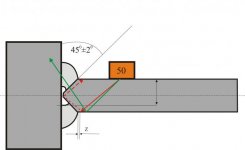
Но тогда Вы это несплавление легко выявите однократноотраженным лучом ПЭП121-2,5-50 (красный луч акустическая ось, зеленый луч - боковой 45 градусов, который и даст максимальное отражение для несплавления кромки со скосом 45 градусов). При этом проекция отражателя будет приходиться на сварной шов - рисунок 3
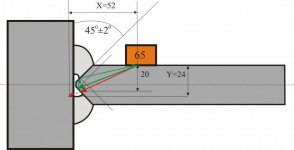
3. Если у нас непровар в корне шва, то прямым лучом П121-2,5-65 чуть большим угла наклона акустической оси (зеленый луч 68-70 градусов) возможно переотражение и возврат на ПЭП луча от зоны притупления. Но проекция отражателя в этом случае будет за зоной сварного шва. (рисунок 4).
При этом однократноотраженным лучом П121-2,5-50 Вы можете и не выявить данный непровар, так как центральный луч (50 градусов) отразится в сторону, а боковой луч 45 градусов при минимальном пределе перемещения не озвучивает данную зону... - рисунок 5
P.S. Сама по себе координата по Х (в Вашем случае 42мм - 48 мм) ни о чем не говорит, надо линеечку приложить к ПЭП по поверхности ввода и посмотреть куда приходится проекция отражателя....
P.P.S. Не плохо бы перед сваркой посмотреть скос кромки, возможно он 25 градусов, тогда несплавления кромки вы будете брать П121-2,5-65 прямым лучом, а однократноотраженным П121-2,5-50 ничего выявлять не будете
")