Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
#вопросНК
- Автор темы admin
- Дата начала
Ответить

Скорее всего трещины были на отливках. Отливки контролировать можно ультразвуком
Контролируйте ультразвуком и радиографией. Только эти методы годятся для выявления внутренних дефектов швов.

 Уважаемый dea135 попилял все валики нафиг и заподлицо! Мерить нефиг, несоответствие значится! А без положительного ВИКа и УЗК неположено делать. Наплавлять заново усиление после Вашего УЗК? Думаю, Вы солидно пополните запас знаний нецензурных и непарламентских выражений, которые прозвучат в Ваш адрес от сварщиков и слесарей. Так что теоретически неплохое решение разбивается вдрызг о практическую бюрократию и буквоедство
Уважаемый dea135 попилял все валики нафиг и заподлицо! Мерить нефиг, несоответствие значится! А без положительного ВИКа и УЗК неположено делать. Наплавлять заново усиление после Вашего УЗК? Думаю, Вы солидно пополните запас знаний нецензурных и непарламентских выражений, которые прозвучат в Ваш адрес от сварщиков и слесарей. Так что теоретически неплохое решение разбивается вдрызг о практическую бюрократию и буквоедство
Поэтому схема (б) эффективна. Т.е., двухэтапный контроль напрашивается
- Статус
- В этой теме нельзя размещать новые ответы.



Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
#вопросНК от подписчика:
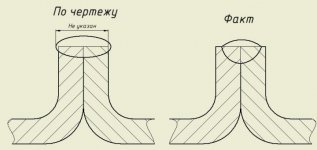
Добрый день! При вытачивании деталей из заготовок (см. фото) стали появляться трещины. Как вы думаете, какими методами НК наиболее эффективно выявить данные трещины и их глубину на данных заготовках?
Посмотреть вложение 18978 Посмотреть вложение 18979 Посмотреть вложение 18980
Скорее всего трещины были на отливках. Отливки контролировать можно ультразвуком
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
#вопросНК от подписчика:
Коллеги, подскажите, пожалуйста: ремонтируем резервуар, устранение штуцеров и вварка на их место листов круглой формы. В проекте есть ссылка - делать контроль согласно ГОСТ 31385-2016, однако в нем я не нашел информации, каким методом контролировать такого типа работу и вообще этот ГОСТ не про ремонт. Поискав, нашел СТО 02494680-0030-2004, но и в нем конкретный метод контроля для таких заплат не указан (или я плохо искал). Как быть? Спасибо за помощь.
Контролируйте ультразвуком и радиографией. Только эти методы годятся для выявления внутренних дефектов швов.
Колян2
Дефектоскопист всея Руси
Не, я бы не рекомендовал УЗК на ремонтных круглых ввариваемых встык латках-вставках. Там нереально обеспечить и нужный зазор,разделку кромок и отсутствие переменной депланации-сложно подогнать детали да и поведёт их при сварке не по децки. Моск себе сломать в подобном лесу сигналов можно влёгкую. Цветнина тоже нафиг не сдалась-недопустимые дефекты она уже не выявит, а трещины возможные всё-же лучше МПД выявлять. Хотя и это по-моему понты, резервуарные стали (кроме Кп) не склонны к трещинообразованию, хотя...всяко бывает. Вик и РК по-любому надо делать, можно мел-керосин или вакуум-камерой пройтись-смотря какие толщины, ну и ГИ после ремонта всяко надо.Контролируйте ультразвуком и радиографией. Только эти методы годятся для выявления внутренних дефектов швов.
Если это стыковой шов причем это стенка, то что мешает убрать валики заподлицо и контролировать УЗК по детски- совсем не загружая моск, его надо беречь.Не, я бы не рекомендовал УЗК на ремонтных круглых ввариваемых встык латках-вставках. Там нереально обеспечить и нужный зазор,разделку кромок и отсутствие переменной депланации-сложно подогнать детали да и поведёт их при сварке не по децки. Моск себе сломать в подобном лесу сигналов можно влёгкую.
Колян2
Дефектоскопист всея Руси
А не получицца! Допустим, Вы как дефик от монт.организации, провели ВИК на соответствие св. швов требованиям, затем валики усиления швов сточили заподлицо и па-децки не загружая моск провели УЗК-всё чудесно. НО! Затем в правильности и достоверности Вашего контроля захотят убедиться представители разработчика ПР и Заказчика, каждый со своей лабой и спецами. И вот приходят они поочерёдно друг за другом на объект провести дублик по ВИК-а нету!Если это стыковой шов причем это стенка, то что мешает убрать валики заподлицо и контролировать УЗК по детски- совсем не загружая моск, его надо беречь.
Уважаемый dea135 попилял все валики нафиг и заподлицо! Мерить нефиг, несоответствие значится! А без положительного ВИКа и УЗК неположено делать. Наплавлять заново усиление после Вашего УЗК? Думаю, Вы солидно пополните запас знаний нецензурных и непарламентских выражений, которые прозвучат в Ваш адрес от сварщиков и слесарей. Так что теоретически неплохое решение разбивается вдрызг о практическую бюрократию и буквоедствоКонтролировал я такую вставку на ресивере. Завод- изготовитель ошибся на 180 град. с вваркой штуцера: вварил не там где надо, потом вварил там где надо, а на старом месте вварил круглую вставку-латку. Обнаружено это дело было при Вике перед пуском в работу - по чертежу шва не должно быть, а в натуре - есть. По Вику - шов был доп, стали гидравить солярой (декабрь, Заполярье, пускать надо к новому году, все начальство уже дырки под ордена просверлило...) В общем, выдержал сосуд... Проходит полгода, пустили газ и - утечка! Кто бы мог подумать:lol: Пришлось уделить время и этому сосуду (работал на соседнем цеху). Ультразвуком увидел сигналы, гуляли по толщине 10мм от дна до поверхности, дефект менял направление по длине шва и по толщине. Решил, что это свищ, учитывая утечку. Цветная и Магнитка ничего не показали. Визуально свищ тоже хрен увидишь. Местные написали на завод-изготовитель, который промахнулся со штуцером, сказали, что бесплатно им отремонтировали.
Да, с этим свищом я провозился часа 2, не меньше, штуцер ду150. Так что уже таких швов - тот ещё геморрой, подтверждаю Коляна2
Пришлось уделить время и этому сосуду (работал на соседнем цеху). Ультразвуком увидел сигналы, гуляли по толщине 10мм от дна до поверхности, дефект менял направление по длине шва и по толщине. Решил, что это свищ, учитывая утечку. Цветная и Магнитка ничего не показали. Визуально свищ тоже хрен увидишь. Местные написали на завод-изготовитель, который промахнулся со штуцером, сказали, что бесплатно им отремонтировали.Да, с этим свищом я провозился часа 2, не меньше, штуцер ду150. Так что уже таких швов - тот ещё геморрой, подтверждаю Коляна2
Последнее редактирование:
Колян2
Дефектоскопист всея Руси
Не понятна логика этих "устранений штуцеров". Ну стоит себе заглушенный, гниёт потихоньку вместе с ёмкостью-нахрена вырезать-то? Не думают, как они потом устранять дефекты в этом "круге ада" будут-диском болгарки хрен подлезешь, чтобы по периметру выбрать и разделать кромки под сварку и не залезть на осн.металл корпуса или латки. Только газорезкой или строжкой,полностью всю латку вырезать, готовить кромки и новую латку большего диаметра вваривать. И так до бесконечности...пока ёмкость не закончится.Местные написали на завод-изготовитель, который промахнулся со штуцером, сказали, что бесплатно им отремонтировали.
Да, с этим свищом я провозился часа 2, не меньше, штуцер ду150. Так что уже таких швов - тот ещё геморрой,
Весь геморрой с контролем ремонтного участка, может возникнуть только от криворуких монтажников или проектировщиков, которые не знают как писать карты на ремонт сосуда. Вообще то есть НТД (я знаю несколько документов) в которых детально описывается производство различного ремонта сосудов от наплавки до вварки латки в корпус. Например ОТУ 3-01 Сосуды и аппараты. Общие технические условия на ремонт корпусов. По которым сосуд нормально ремонтируется и после этого контролируется...Не понятна логика этих "устранений штуцеров". Ну стоит себе заглушенный, гниёт потихоньку вместе с ёмкостью-нахрена вырезать-то? Не думают, как они потом устранять дефекты в этом "круге ада" будут-диском болгарки хрен подлезешь, чтобы по периметру выбрать и разделать кромки под сварку и не залезть на осн.металл корпуса или латки. Только газорезкой или строжкой,полностью всю латку вырезать, готовить кромки и новую латку большего диаметра вваривать. И так до бесконечности...пока ёмкость не закончится
Колян2
Дефектоскопист всея Руси
И по резервуарам подобная полезная книжица имеется"Руководство по ремонту и эксплуатации резервуаров" , правда,ныне в разряд худ. лит-ры переведена, потому и имеем подобные тех.решенияВесь геморрой с контролем ремонтного участка, может возникнуть только от криворуких монтажников или проектировщиков, которые не знают как писать карты на ремонт сосуда. Вообще то есть НТД (я знаю несколько документов) в которых детально описывается производство различного ремонта сосудов от наплавки до вварки латки в корпус. Например ОТУ 3-01 Сосуды и аппараты. Общие технические условия на ремонт корпусов. По которым сосуд нормально ремонтируется и после этого контролируется...
Вот именно... УВЫ... (( Не читают, поэтому и лепят всякую х-ю (отсебятину)И по резервуарам подобная полезная книжица имеется"Руководство по ремонту и эксплуатации резервуаров" , правда,ныне в разряд худ. лит-ры переведена, потому и имеем подобные тех.решения
у меня ни разу не разбивалось. а если кто по неопытности тявкать будет, то будем немного интересоваться его квалификацией.Так что теоретически неплохое решение разбивается вдрызг о практическую бюрократию и буквоедство
Здравствуйте. dea135, тогда такой вопрос: коэффициент прочности поперечного (относительно оси трубного элемента, сосуд тоже можно принять за трубный элемент) сварного соединения равен 1. Коэффициент прочности продольного сварного соединения равен 0,7-0,8. Не опрометчиво ли снимать валик усиления с продольных швов вварки заплаты?
#вопросНК от подписчика:
По не которым данным, 25 марта нефтяные месторождения уходят на карантин связи с COVID-2019. То есть люди не могут покинуть вахту, но и так же сменщики не могут приехать. В интернете не нашёл официального тому подтверждения. Возможно среди аудитории группы, есть кто может прояснить ситуацию. Правда ли, что на "Транснефти" начали периодически проводить термометрические замеры людей?
Анонимно, пожалуйста.

По не которым данным, 25 марта нефтяные месторождения уходят на карантин связи с COVID-2019. То есть люди не могут покинуть вахту, но и так же сменщики не могут приехать. В интернете не нашёл официального тому подтверждения. Возможно среди аудитории группы, есть кто может прояснить ситуацию. Правда ли, что на "Транснефти" начали периодически проводить термометрические замеры людей?
Анонимно, пожалуйста.
Если заглянуть в ГОСТы по сварке, найдем там минимальную величину усиления стыкового шва примерно +0,5 мм. Как не покажется странным, усиление (почти) не увеличивает прочности. Более того, если учесть просто геометрическую концентрацию напряжений на границе усиление - основной металл, результат будет хуже чем без усиления. А есть еще ЗТВ со структурной неоднородностью. Если рассматривать работу сварного соединения в условиях статического нагружения, слабым местом будет зона неполной перекристаллизации в ЗТВ, а если в условиях динамики или циклики - слабым окажется другая часть ЗТВ - зона перегрева. Термин "равнопрочность сварного соединения" - вещь условнаяКоэффициент прочности продольного сварного соединения равен 0,7-0,8. Не опрометчиво ли снимать валик усиления с продольных швов вварки заплаты?
#вопросНК от подписчика:
Доброго времени суток, ПИЛовцы. Подскажите, пожалуйста: ГОСТ 55724-2013, п. 6.2.4. УЗК нахлесточных соединений. Сюда по рисунку однократно отраженным светится корень. Значит, двукратным - наполнение шва и валик? Т.е. я беру не 2 толщины *tg альфа, а 3 толщины? Для определения расстояния от шва до точки выхода двукратного луча ПЭП'а. И могу ли я, если смотреть на рисунок, со стороны нижнего листа прямым ПЭП'ом пробить или фигня будет?

Доброго времени суток, ПИЛовцы. Подскажите, пожалуйста: ГОСТ 55724-2013, п. 6.2.4. УЗК нахлесточных соединений. Сюда по рисунку однократно отраженным светится корень. Значит, двукратным - наполнение шва и валик? Т.е. я беру не 2 толщины *tg альфа, а 3 толщины? Для определения расстояния от шва до точки выхода двукратного луча ПЭП'а. И могу ли я, если смотреть на рисунок, со стороны нижнего листа прямым ПЭП'ом пробить или фигня будет?
Да. И зона контроля, соответственно, до 3 толщин,+ еще чуть. Сдвиг экрана можно на почти толщину. Левая половина экрана будет почти всегда неинтересной, но я бы не отрезал экран до двух толщин.Т.е. я беру не 2 толщины *tg альфа, а 3 толщины?
Будет, если толщина и, соответственно, нижний катет будет меньше размера ПЭ или даже ширины диаграммы. Ну ладно, пусть у Вас это получилось, нижнюю (горизонтальную)границу сплавления как-то проконтролировать удалось, а вертикальная?И могу ли я, если смотреть на рисунок, со стороны нижнего листа прямым ПЭП'ом пробить или фигня будет?
Поэтому схема (б) эффективна. Т.е., двухэтапный контроль напрашивается
Колян2
Дефектоскопист всея Руси
Есть несоответствие формы и размеров шва чертежу, проекту или ГОСТ? Если нет-о чём разговор? Вы действительно коллега, или так, мимо проходили?#вопросНК от подписчика:
Коллеги, есть ли тут браковочный признак по ВИК? Если есть, то что это? Непровар (неполное расплавление кромок) или неполное заполнение кромок или... Как думаете?
- Статус
- В этой теме нельзя размещать новые ответы.
Поделиться: