В
В мире НК
Guest
Об авторах
Сотрудники ЗАО «Фирма Зонд», Санкт-Петербург:
Необходимо войти для просмотра
Цомук Сергей Роальдович
Генеральный директор, к. т. н., III уровень по акустическому виду НК.
Дамаскин Андрей Леонидович
Зав. сектором новых технологий
В последнее время потребители УЗК ужесточают требования к повышению эффективности и производительности дефектоскопии, а также к документированию процесса и результатов контроля, причем проблема достижения необходимой производительности становится особенно актуальной при контроле крупногабаритных изделий. Повышения производительности контроля добиваются, автоматизируя или механизируя отдельные операции, составляющие контроль - рутинное сканирование, предварительную обработку полученной информации или все операции, вплоть до выдачи финального протокола и принятия решения о дефектности изделия.
Специалистами фирмы «ЗОНД» создана и внедрена система (комплекс аппаратных, методических и организационных решений, полностью удовлетворяющих потребность заказчика в контроле) механизированного УЗК алюминиевых баллонов высокого давления и секций алюминиевого райзера (водоотделительной колонны) для морского бурения, которые производились и производятся на одном из машиностроительных предприятий России.
Объекты контроля и основные требования
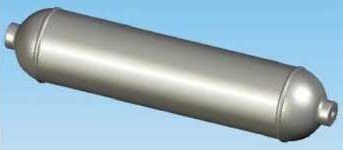
Алюминиевый баллон высокого давления (АБВД, рис. 1) предназначен для использования в качестве пневмоаккумулятора на морских буровых платформах и представляет собой конструкцию, состоящую из трубы диаметром около 600 мм с толщиной стенки 32 мм и длиной 5 м и двух полусферических фланцев (донышек). Труба и донышки соединены между собой многопроходной сваркой плавлением.
По требованию заказчика необходимо провести 100 % УЗК изделия, то есть проконтролировать основной металл заготовки, донышки и сварные швы. По ряду причин предприятия-изготовители комплектующих не имели возможности проводить УЗК, поэтому весь контроль решено было сосредоточить на заводе- сборщике изделий.
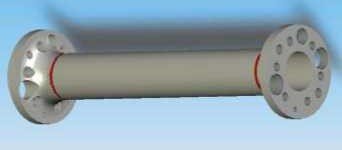
Райзер - это водоотделительная колонна для морского бурения, состоящая из отдельных секций, имеющих с двух сторон фланцы. Секции райзера - еще более сложное и крупногабаритное изделие (рис. 2), чем АБВД. Вся колонна собирается из отдельных секций с помощью болтов, для которых во фланцах имеются отверстия. Каждая секция состоит из двух труб длиной по 11 м с толщиной стенки 35 мм, сваренных встык. По концам этой сборки приварены фланцы с наружным диаметром около 900 мм, таким образом, общая длина каждой секции 22 м. Так же, как и АБВД, секции райзера изготовлены из алюминиевого сплава.
Необходимо войти для просмотра
Рис. 2. Секция райзера
Требования к УЗК АБВД и райзера были установлены на основе стандарта АБТМ В594 [1], ГОСТ [2 - 4] и ряда ведомственных нормативных документов. Основным контрольным отражателем для основного металла служили различные плоскодонные отверстия (диаметрами от 1,6 до 3,2 мм), а для сварных швов - боковое цилиндрическое сверление диаметром 3,2 мм.
Поскольку УЗК проводился на сборочном предприятии, имелась возможность осуществлять контроль основного металла сборочных единиц на этапе их подготовки. В ряде случаев проводилась предварительная механическая обработка, что обеспечило хорошее качество поверхностей (не хуже 40). В процессе разработки системы УЗК решался вопрос обеспечения достаточной производительности контроля, учитывая значительные размеры объектов и отсутствие на предприятии автоматизированной аппаратуры. Было принято решение сочетать механизированный и ручной контроль, причем механизации подвергнуть процесс сканирования тела труб-заготовок, как имеющих большую длину и площадь (например, площадь поверхности труб одной секции райзера составляет 42 м2). Следует отметить, что на предприятии имелся опыт сплошного УЗК нескольких труб вручную с применением дефектоскопа УД2-12. Несмотря на наличие опытного и квалифицированного персонала затраты времени на контроль оказались недопустимы - два оператора с двумя дефектоскопами затрачивали на сканирование одной пятиметровой трубы две смены.
Аппаратную часть системы было решено реализовать на основе электронного блока дефектоскопа УДС2-52 «ЗОНД-2».
Возможности этого прибора [5] позволяют применять его для механизированного или автоматизированного контроля за счет многоканальности, наличия В-развертки для всех каналов и встроенной системы регистрации. Переносное исполнение и наличие всех типовых функций обеспечивают его работу и как обычного ручного дефектоскопа, что было весьма выгодно заказчику. Естественно, в аппаратном плане дополнительно потребовалась разработка сканеров для механизированного контроля, которые позволили бы совместно с «ЗОНД-2» реализовать контроль тела трубы АБВД и райзера.
УЗК основного металла трубы
Графо-аналитическое построение позволило выбрать способ сканирования трубы, обосновать количество и вид применяемых преобразователей (ПЭП) - спиральное сканирование (для вра-щения трубы был применен имевшийся на заводе вращатель, обеспечивающий скорость 2 - 5 об/мин) шестиэлементным сканером УСТ-2М. Последний представляет собой ручное устройство (рис. 3) на поворотных колесах, в котором установлены узел подвески ПЭП, коммутационный блок, распределитель контактной жидкости, датчик пути и ряд других элементов. Немало трудностей было, как всегда, связано с обеспечением стабильного акустического контакта. В результате был сконструирован акустический блок сканера с двойной плавающей подвеской и индивидуальной подачей воды под каждый ПЭП.
Сотрудники ЗАО «Фирма Зонд», Санкт-Петербург:
Необходимо войти для просмотра
Цомук Сергей Роальдович
Генеральный директор, к. т. н., III уровень по акустическому виду НК.
Дамаскин Андрей Леонидович
Зав. сектором новых технологий
В последнее время потребители УЗК ужесточают требования к повышению эффективности и производительности дефектоскопии, а также к документированию процесса и результатов контроля, причем проблема достижения необходимой производительности становится особенно актуальной при контроле крупногабаритных изделий. Повышения производительности контроля добиваются, автоматизируя или механизируя отдельные операции, составляющие контроль - рутинное сканирование, предварительную обработку полученной информации или все операции, вплоть до выдачи финального протокола и принятия решения о дефектности изделия.
Специалистами фирмы «ЗОНД» создана и внедрена система (комплекс аппаратных, методических и организационных решений, полностью удовлетворяющих потребность заказчика в контроле) механизированного УЗК алюминиевых баллонов высокого давления и секций алюминиевого райзера (водоотделительной колонны) для морского бурения, которые производились и производятся на одном из машиностроительных предприятий России.
Объекты контроля и основные требования
Алюминиевый баллон высокого давления (АБВД, рис. 1) предназначен для использования в качестве пневмоаккумулятора на морских буровых платформах и представляет собой конструкцию, состоящую из трубы диаметром около 600 мм с толщиной стенки 32 мм и длиной 5 м и двух полусферических фланцев (донышек). Труба и донышки соединены между собой многопроходной сваркой плавлением.
Необходимо войти для просмотра
Рис. 1. Алюминиевый баллон высокого давления (АБВД)
Рис. 1. Алюминиевый баллон высокого давления (АБВД)
По требованию заказчика необходимо провести 100 % УЗК изделия, то есть проконтролировать основной металл заготовки, донышки и сварные швы. По ряду причин предприятия-изготовители комплектующих не имели возможности проводить УЗК, поэтому весь контроль решено было сосредоточить на заводе- сборщике изделий.
Райзер - это водоотделительная колонна для морского бурения, состоящая из отдельных секций, имеющих с двух сторон фланцы. Секции райзера - еще более сложное и крупногабаритное изделие (рис. 2), чем АБВД. Вся колонна собирается из отдельных секций с помощью болтов, для которых во фланцах имеются отверстия. Каждая секция состоит из двух труб длиной по 11 м с толщиной стенки 35 мм, сваренных встык. По концам этой сборки приварены фланцы с наружным диаметром около 900 мм, таким образом, общая длина каждой секции 22 м. Так же, как и АБВД, секции райзера изготовлены из алюминиевого сплава.
Необходимо войти для просмотра
Рис. 2. Секция райзера
Требования к УЗК АБВД и райзера были установлены на основе стандарта АБТМ В594 [1], ГОСТ [2 - 4] и ряда ведомственных нормативных документов. Основным контрольным отражателем для основного металла служили различные плоскодонные отверстия (диаметрами от 1,6 до 3,2 мм), а для сварных швов - боковое цилиндрическое сверление диаметром 3,2 мм.
Поскольку УЗК проводился на сборочном предприятии, имелась возможность осуществлять контроль основного металла сборочных единиц на этапе их подготовки. В ряде случаев проводилась предварительная механическая обработка, что обеспечило хорошее качество поверхностей (не хуже 40). В процессе разработки системы УЗК решался вопрос обеспечения достаточной производительности контроля, учитывая значительные размеры объектов и отсутствие на предприятии автоматизированной аппаратуры. Было принято решение сочетать механизированный и ручной контроль, причем механизации подвергнуть процесс сканирования тела труб-заготовок, как имеющих большую длину и площадь (например, площадь поверхности труб одной секции райзера составляет 42 м2). Следует отметить, что на предприятии имелся опыт сплошного УЗК нескольких труб вручную с применением дефектоскопа УД2-12. Несмотря на наличие опытного и квалифицированного персонала затраты времени на контроль оказались недопустимы - два оператора с двумя дефектоскопами затрачивали на сканирование одной пятиметровой трубы две смены.
Аппаратную часть системы было решено реализовать на основе электронного блока дефектоскопа УДС2-52 «ЗОНД-2».
Возможности этого прибора [5] позволяют применять его для механизированного или автоматизированного контроля за счет многоканальности, наличия В-развертки для всех каналов и встроенной системы регистрации. Переносное исполнение и наличие всех типовых функций обеспечивают его работу и как обычного ручного дефектоскопа, что было весьма выгодно заказчику. Естественно, в аппаратном плане дополнительно потребовалась разработка сканеров для механизированного контроля, которые позволили бы совместно с «ЗОНД-2» реализовать контроль тела трубы АБВД и райзера.
УЗК основного металла трубы
Графо-аналитическое построение позволило выбрать способ сканирования трубы, обосновать количество и вид применяемых преобразователей (ПЭП) - спиральное сканирование (для вра-щения трубы был применен имевшийся на заводе вращатель, обеспечивающий скорость 2 - 5 об/мин) шестиэлементным сканером УСТ-2М. Последний представляет собой ручное устройство (рис. 3) на поворотных колесах, в котором установлены узел подвески ПЭП, коммутационный блок, распределитель контактной жидкости, датчик пути и ряд других элементов. Немало трудностей было, как всегда, связано с обеспечением стабильного акустического контакта. В результате был сконструирован акустический блок сканера с двойной плавающей подвеской и индивидуальной подачей воды под каждый ПЭП.
Необходимо войти для просмотра
Рис. 3. Сканер УСТ-2М
Рис. 3. Сканер УСТ-2М