И немного упрощают конструкцию, уменьшают разброс характеристик, уровнь паразитных волн, но не дают нормально контролировать многие распространенные типы сварных соединений. Упростили себе задачу производители. Толку с этой малой мертвой зоны, если она под подошвой ПЭП. Остается усиление снять. Характеристики ПЭП - сплошные компромисы, особенно на больших углах.Которые существенно снижают шум в подповерхностной зоне, что уменьшает "мертвую зону" до единиц мм по глубине.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Пересчёт отражателей
- Автор темы Виктория
- Дата начала
Ответить


Процедуру паспортизации проходят 100% выпускаемых в компании АКС ПЭП.
Для каждого ПЭП в разделе паспорта «Основные данные преобразователя» приводятся его номинальные и конструкционные характеристики.
Для паспортизации используется специализированный измерительный стенд, состоящий из набора стандартных измерительных приборов (генератор, осциллограф, источник питания), специализированных устройств (генератор высоковольтных импульсов и предусилитель) и персонального компьютера с установленной на нем программой паспортизации.
В программе реализованы алгоритмы управления измерительными приборами, получения первичной измерительной информации и расчёта основных параметров преобразователя, в том числе индивидуальной АРД.
Параметры используемых сигналов и настройки измерительной аппаратуры указываются в разделе паспорта «Условия измерений и используемое оборудование».
Фотография стенда:
Необходимо войти для просмотра
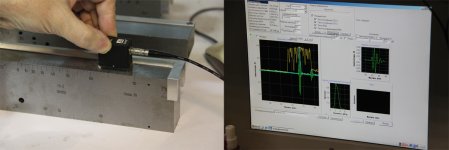
Описание процедуры паспортизации.
На образце СО-3 определяются стрела, время задержки в призме преобразователя, оцифровывается и записывается эхо-сигнал и фиксируется его пиковая амплитуда. Измеренные, а так же на их основе рассчитанные параметры приводятся в разделе паспорта «Результаты анализа сигналов на преобразователе».
Необходимо войти для просмотра
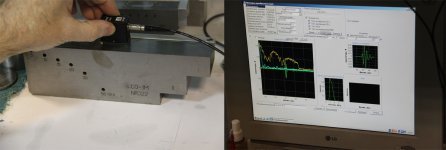
Дополнительно в том же разделе указывается угол ввода в сталь, измеренный на образце СО-2 по критерию максимума амплитуды сигнала от 6 мм сверления.
Необходимо войти для просмотра
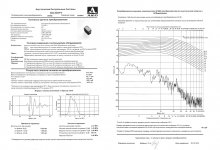
На обратной стороне паспорта приведена АРД-диаграмма преобразователя, которая формируется следующим образом.
На образце СО-1М (стальной образец с 6-ю БЦО 4 мм) измеряется пиковая амплитуда сигналов от 2-х цилиндрических отверстий, расположенных на глубинах 10 и 15 мм. На основе результатов этих опорных измерений и с использованием всех ранее определённых параметров ПЭП производится расчёт АРД-диаграмм в соответствии с алгоритмом, работающим в комплексе «АРД-Универсал» (разработанным и отработанным в своё время учёными ЦНИИТМАШа к.т.н. Воронковым В.А и д.т.н. Даниловым В.Н.). В нашем варианте алгоритма используется пересчёт амплитуды сигнала от БЦО в амплитуду плоскодонного отражателя и далее формирование АРД зависимостей расчётными методами в дальней зоне и методами линейно-кусочной интерполяции в ближней зоне.
Необходимо войти для просмотра
Продолжение - в следующем сообщении (на форуме нельзя вставить текст больше 4-х изображений).
ну там еще вопросы можно задать, но вы как то не очень отвечать спешите- я про 3-х месячную гарантию спросил, а вы молчите. проясните нам, что именно вы гарантируете. вот виндовс не гарантирует покрытие убытков из-за неработоспособности своего ПО и в любом случае не больше стоимости этого ПО.
Я когда то тоже работал по АРД (рассчитывал еще на основе ГОСТ14782), а потом понял, что без всяких АРД я могу неплохо выявлять и разграничивать на хорошее и плохое. просто эти приемы сложно формализовать в виде инструкции, но в той или иной степени все более-менее опытные специалисты этими приемами пользуются.
В отношении БЦО. ну БЦО существенно лучше АРД. во-первых, это очень простой образец с БЦО, можно сделать самому за пол дня. во-вторых, это всегда физическая настройка и одновременно проверка работоспособности (дает уверенность). в-третьих, даже если у вас образец не из материала ОК несколько легче скорректировать чувствительность из-за затухания.
А любой протокол с АРД я легко могу доказать не действительным и не соответствующим нормам наших НТД (ну редко кто сможет на бумаге все изложить грамотно, я еще не встречал).
Ну прибор как минимум внесен в реестр средств измерений, и следовательно кто-то на основе расчетов и экспериментов предоставил достаточные и объективные доказательства того, можно использовать данные АРД в сферах попадающих попадающих под действие закона "об обеспечении единства измерений". Это конечно мы с вами берем сейчас случай когда прибор действительно прошел все процедуры, а не куплено свидетельство.
Вот Вам и физическая настройка.
ИМХО, есть, пожалуй, одна задача, где АРД так и просится - контроль прямым ПЭП, а ОК имеет плоскопараллельные поверхности ввода и донную с малой шероховатостью. Но проверка параметров ПЭП, а не только работоспособности (отклеивание части ПЭ, значительное несовпадение геометрической и акустической оси и т.п.) - все равно отдельная песня.
а про физическую настройку я писал в том плане, что взяв свой образец с БЦО и пройдя по трем - пяти точкам диапазона вы проверяете вашу DAC или настройку ВРЧ и заодно работоспособность прибора. и даже, если у вас работает половина пластины, то все одно ваши оценки будут более схожими с нормальным ПЭП (для отражателей первого рода т.е. БЦО они будут абсолютно правильными).
ну и я нисколько не против любых форм стандартных отражателей. случаи бывают разные, поэтому чем больше возможностей тем лучше. вот в том же EN1714, EN1712 (ныне уже ISO) три возможных настройки по БЦО, ПДО и пазу- выбирайте. вы что выберите? я однозначно БЦО, если, конечно, речь идет о стандартном контроле без каких-то выкрутас.
мне лично фиолетово по какой кривой DAC работать- ничего для меня от этого не меняется (у меня эти DAC давно построены и вбиты в прибор. для ПДО по зарубкам, а для БЦО, естественно, по БЦО). просто за державу обидно- ну что мы дурней паровоза чтобы корячиться с этим ПДО, которые мало того, что дорогие и не технологичные, но и реально их проверить практически нельзя, преимуществ никаких не дают. речь идет о простом прагматизме, рекомендую попробовать в жизни- будете приятно удивлены.
вот честно, astrut, признайтесь сами себе, что в этих стандартных процедурах мех. обработки сложного? это работа для 1-2 разряда сделать прямоугольный брусок и в нем ортогонально поверхности отверстий сквозных насверлить. все оборудование специально под такие операции и заточено. здесь не может быть никакой "цилиндричности" (мы же не рассматриваем случай пьяного исполнения на полностью раздолбанном оборудовании, если это конгруэнтно перенести на изготовление ПДО или зарубок, то там то уж результат будет ого-го). все будет как в аптеке, а если захотите, то служба ОТК вам все это проверить с нужной погрешностью и документик даст, причем это будет без балды, как обычно происходит с ПДО или даже зарубками. потому что все это реально можно измерить и, главное, гарантируется точностью работы оборудования.
а вот ПДО вам мало кто возьмется сделать. у меня много раз было, просишь опытного слесаря выполнить, он не отказывается и делает как умеет, но нет инструментов для плоскодонок, фрез таких нет поэтому результат никак не гарантирован. сделали мне, скажем, три образца и отраженный сигнал у всех разный. конечно, можно приспособиться, научится ужимкам изготовления, поднять качество, но это специальный участок держать надо- для нашей деятельности это экономически нереально. заказывать можно, но хороша ложка к обеду, да и дорого заказывать. а что вам сделают?- там тоже обычный станочный парк.
с зарубками не лучше. просто так вы эти зарубки не сделаете- тоже нет таких стандартных инструментов и оборудования. надо пристраиваться как то. заказал как-то знакомым, которые зарубками специально занимаются и не один год, пресса специальные сделали, зарубки не только давят, но и строгают. сделали образцы, смотришь на зарубку, а она кривая по отношению к граням образца, вот так. очень ручной труд с элементами искусства. в общем зарубку в производство просто так не отдашь, а БЦО мне молча делают на любом заводе, который с металлом работает и, где мне контроль или диагностику делать приходилось.
и еще, что тоже немаловажно, по БЦО вы реально получаете документ завода изготовителя с измерениями погрешностей изготовления- у вас метрологически аттестованный образец сразу (конечно не на каждом заводе такое есть, но на более-менее приличных такие службы есть), а по зарубке или ПДО они вам ничего не дадут.
преимущества БЦО, без сомнения, есть. просто надо наши НТД делать более либеральными в хорошем смысле этого слова, а специалистам по УЗК смотреть на проблему не только из стада- как все, но и пытаться со стороны на это стадо взглянуть.
Отражение от плоских отражателей зеркальное, поэтому, если по конфигурации предполагается "уголковый отражатель" из нижней поверхности СОПа и вертикальной стенки искусственного дефекта, то заменять его на "перенаправляющий отражатель" нельзя.
Вот ключевые слова. Классическую зарубку ругают за это самое выдавливание - деформацию и связанное с ней изменение акустики. Но этот способ за неимением лучшего на протяжении длительного времени, давно узаконен и признан.
При выжигании происходят структурные изменения, которые тоже меняют акустические свойства. Но этот метод в пору становления зарубки, вероятно, не давал нужной точности размеров и шероховатости. Возможно, сейчас он уже дозрел. Но местечко оказалось занятым. Узаконить хлопотно будет
Узаконить хлопотно будет

Есть у меня парочка старых Ушаковских ПНЦ 75 гр на 7 и 10 МГц. У них и стрела маленькая и мертвая зона внутри призмы, сигнал от поверхностной риски глубиной 0,5 - за пределами РШХ и ПДО 1,5 мм на глубине около 1,5мм- запросто и с поверхностной волной все хорошо.что уменьшает "мертвую зону" до единиц мм по глубине.
Так они же на 7 и 10 МГц. Не очень понятно, как при 75 гр. может быть все хорошо с поверхностной волной.Есть у меня парочка старых Ушаковских ПНЦ 75 гр на 7 и 10 МГц. У них и стрела маленькая и мертвая зона внутри призмы, сигнал от поверхностной риски глубиной 0,5 - за пределами РШХ и ПДО 1,5 мм на глубине около 1,5мм- запросто и с поверхностной волной все хорошо.
и на 5 МГц был, и тоже мертвая зона 0.Так они же на 7 и 10 МГц.
Возможно, виной тому сегментный ПЭ. точнее, круглый, 6 мм, но подрезанный снизу.Не очень понятно, как при 75 гр. может быть все хорошо с поверхностной волной.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
По идее в этом случае направленность поля в плоскости падения хуже и наоборот должна быть сильная поверхностная волна.и на 5 МГц был, и тоже мертвая зона 0.
Возможно, виной тому сегментный ПЭ. точнее, круглый, 6 мм, но подрезанный снизу.
а я вот думаю, что вся эта возня с АРД и их адаптацией совершенно бессмысленна. в первую очередь потому, что значение эквивалентной площади ничего не означает в каждом конкретном случае. вы по значению этой площади не можете точно сказать какой это дефект, даже на уровне большой-маленький. когда сигнал большой, правда, вероятность оценок существенно выше, но это точно также и по образцам, разницы никакой нет, но, в целом, пересчет амплитуды мало что дает.
в отношении дорогивизны ПЭП с АРД. думаю, что немецкие ПЭП дорогие не из-за АРД, они просто дорогие из соображений маркетинговой политики- берут может и не много, но берут и это главное и потом снобизм никто не отменял. у богатых свои причуды. хотя ПЭП выполнены не плохо и чувствительность друг от друга почти не отличается- средняя такая чувствительность. поэтому из допотопного комплекта ПРИЗ Д-5 можно легко найти ПЭП по чувствительности лучше крауткремеровских. в остальном обычный ПЭП с большой стрелой (даже MWB на уровне 15 мм).
еще раз. эти АРД давно-давно известны, лет так 30-40 как они в НТД прописаны. однако их реальное применение почти нигде не прописано исчерпывающе. вот скажите какая разница купить ПЭП фирмы Крауткремер или рассчитать ее самому по обобщенной схеме (есть такой стандарт в Европе)- правильность выполненных оценок, и в том и другом случае, при контроле остается полностью за вами. неприятностей, связанных с работой по АРД, может быть несколько (перечислять здесь не буду) и как с этим бороться?- нормативов нет и указаний нет. я, конечно, могу все проверить сам, но с некоторых пор я этим совершенно не заморачиваюсь, есть более простые и более адекватные настройки. а преодолевать препятствия, которые мы же сами себе и создаем это обычное развлечение мазохистов.
вот интересно в паспорте АКС сказано, что гарантия 3 месяца, так что если за три месяца ПЭП не стерли, то все -дальше его использование вне гарантии. наверное, это означает, что паспортные АРД уже могут не соответствовать реальному ПЭП. в общем весело.
в отношении дорогивизны ПЭП с АРД. думаю, что немецкие ПЭП дорогие не из-за АРД, они просто дорогие из соображений маркетинговой политики- берут может и не много, но берут и это главное и потом снобизм никто не отменял. у богатых свои причуды. хотя ПЭП выполнены не плохо и чувствительность друг от друга почти не отличается- средняя такая чувствительность. поэтому из допотопного комплекта ПРИЗ Д-5 можно легко найти ПЭП по чувствительности лучше крауткремеровских. в остальном обычный ПЭП с большой стрелой (даже MWB на уровне 15 мм).
еще раз. эти АРД давно-давно известны, лет так 30-40 как они в НТД прописаны. однако их реальное применение почти нигде не прописано исчерпывающе. вот скажите какая разница купить ПЭП фирмы Крауткремер или рассчитать ее самому по обобщенной схеме (есть такой стандарт в Европе)- правильность выполненных оценок, и в том и другом случае, при контроле остается полностью за вами. неприятностей, связанных с работой по АРД, может быть несколько (перечислять здесь не буду) и как с этим бороться?- нормативов нет и указаний нет. я, конечно, могу все проверить сам, но с некоторых пор я этим совершенно не заморачиваюсь, есть более простые и более адекватные настройки. а преодолевать препятствия, которые мы же сами себе и создаем это обычное развлечение мазохистов.
вот интересно в паспорте АКС сказано, что гарантия 3 месяца, так что если за три месяца ПЭП не стерли, то все -дальше его использование вне гарантии. наверное, это означает, что паспортные АРД уже могут не соответствовать реальному ПЭП. в общем весело.
АКС
Специалист
- Регистрация
- 25.06.2013
- Сообщения
- 257
- Реакции
- 112
Ту ветку я вдоль и поперек прочитал, однако, так и не нашел ответ на простой вопрос, АРД, которую вы прикладываете к паспорту ПЭП, она экспериментальная или расчетная? Это важно. Если экспериментальная (хотелось-бы верить, что именно так и оно есть), то не могли бы вы выложить методику измерений? Думаю всем будет интересно, и многие вопросы отпадут сами собой.
Процедуру паспортизации проходят 100% выпускаемых в компании АКС ПЭП.
Для каждого ПЭП в разделе паспорта «Основные данные преобразователя» приводятся его номинальные и конструкционные характеристики.
Для паспортизации используется специализированный измерительный стенд, состоящий из набора стандартных измерительных приборов (генератор, осциллограф, источник питания), специализированных устройств (генератор высоковольтных импульсов и предусилитель) и персонального компьютера с установленной на нем программой паспортизации.
В программе реализованы алгоритмы управления измерительными приборами, получения первичной измерительной информации и расчёта основных параметров преобразователя, в том числе индивидуальной АРД.
Параметры используемых сигналов и настройки измерительной аппаратуры указываются в разделе паспорта «Условия измерений и используемое оборудование».
Фотография стенда:
Необходимо войти для просмотра
Описание процедуры паспортизации.
На образце СО-3 определяются стрела, время задержки в призме преобразователя, оцифровывается и записывается эхо-сигнал и фиксируется его пиковая амплитуда. Измеренные, а так же на их основе рассчитанные параметры приводятся в разделе паспорта «Результаты анализа сигналов на преобразователе».
Необходимо войти для просмотра
Дополнительно в том же разделе указывается угол ввода в сталь, измеренный на образце СО-2 по критерию максимума амплитуды сигнала от 6 мм сверления.
Необходимо войти для просмотра
На обратной стороне паспорта приведена АРД-диаграмма преобразователя, которая формируется следующим образом.
На образце СО-1М (стальной образец с 6-ю БЦО 4 мм) измеряется пиковая амплитуда сигналов от 2-х цилиндрических отверстий, расположенных на глубинах 10 и 15 мм. На основе результатов этих опорных измерений и с использованием всех ранее определённых параметров ПЭП производится расчёт АРД-диаграмм в соответствии с алгоритмом, работающим в комплексе «АРД-Универсал» (разработанным и отработанным в своё время учёными ЦНИИТМАШа к.т.н. Воронковым В.А и д.т.н. Даниловым В.Н.). В нашем варианте алгоритма используется пересчёт амплитуды сигнала от БЦО в амплитуду плоскодонного отражателя и далее формирование АРД зависимостей расчётными методами в дальней зоне и методами линейно-кусочной интерполяции в ближней зоне.
Необходимо войти для просмотра
Продолжение - в следующем сообщении (на форуме нельзя вставить текст больше 4-х изображений).
Вложения


Последнее редактирование:
АКС
Специалист
- Регистрация
- 25.06.2013
- Сообщения
- 257
- Реакции
- 112
Продолжение:
Необходимо войти для просмотра
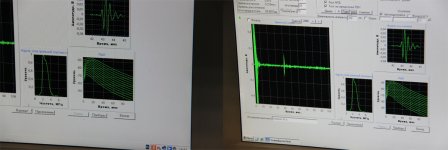
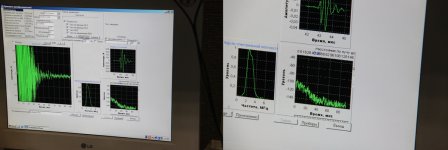
На последнем этапе с рабочей поверхности ПЭП удаляется контактная жидкость и для акустически ненагруженного ПЭП снимается индивидуальная РШХ (реверберационно шумовая характеристика) преобразователя, которая накладывается на график АРД вместе с точкой амплитуды сигнала на СО-3, что позволяет как количественно, так и наглядно определить резерв чувствительности для каждого ПЭП.
Таким образом для каждого преобразователя формируется индивидуальный набор АРД-диаграмм.
Необходимо войти для просмотра
В завершении на ПК формируется индивидуальный паспорт преобразователя с указанием серийного номера и всех измеренных характеристик.
В случае превышения допусков ключевых параметров на отклонение от нормативов преобразователь выбраковывается.
Для кондиционных ПЭП паспорт распечатывается и отгружается вместе с преобразователем, но его электронная копия хранится в базе данных компании АКС.
Скан паспорта:
Необходимо войти для просмотра
Следует отметить, что в приборах А1212 MASTER и А1214 EXPERT встроена функция расчёта АРД-диаграмм аналогичная вышеописанной, но адаптированная для калибровки на образце V2. А паспортная АРД диаграмма может использоваться при работе ПЭП с электронными блоками УЗ дефектоскопов сторонних производителей.
Необходимо войти для просмотра
На последнем этапе с рабочей поверхности ПЭП удаляется контактная жидкость и для акустически ненагруженного ПЭП снимается индивидуальная РШХ (реверберационно шумовая характеристика) преобразователя, которая накладывается на график АРД вместе с точкой амплитуды сигнала на СО-3, что позволяет как количественно, так и наглядно определить резерв чувствительности для каждого ПЭП.
Таким образом для каждого преобразователя формируется индивидуальный набор АРД-диаграмм.
Необходимо войти для просмотра
В завершении на ПК формируется индивидуальный паспорт преобразователя с указанием серийного номера и всех измеренных характеристик.
В случае превышения допусков ключевых параметров на отклонение от нормативов преобразователь выбраковывается.
Для кондиционных ПЭП паспорт распечатывается и отгружается вместе с преобразователем, но его электронная копия хранится в базе данных компании АКС.
Скан паспорта:
Необходимо войти для просмотра
Следует отметить, что в приборах А1212 MASTER и А1214 EXPERT встроена функция расчёта АРД-диаграмм аналогичная вышеописанной, но адаптированная для калибровки на образце V2. А паспортная АРД диаграмма может использоваться при работе ПЭП с электронными блоками УЗ дефектоскопов сторонних производителей.
Последнее редактирование:
я немного не понял относительно индивидуальности, в чем эта индивидуальность заключается? ну чувствительность, задержка в призме и угол это понятно, но на форму АРД это практически не влияет (мы не рассматриваем случаев, когда пробег в призме отличается в разы, ПЭП же новый значит на несколько процентов, а это значения не имеет). А вот такой вопрос- отклеилась часть пластины или не была приклеена или просто часть пластины не эффективно работает, в жизни бывает, а у вас, тем более, массовое производство, да и у каждого случай такой может быть. а при этом мы будем иметь уже несколько иную АРД, а считать будем, что пластина нормальная. вместо реальной диаграммы мы будем оценки производить по фиктивной, как здесь быть? я в вашем алгоритме не увидел возможности купировать сей случай.Таким образом для каждого преобразователя формируется индивидуальный набор АРД-диаграмм.
ну там еще вопросы можно задать, но вы как то не очень отвечать спешите- я про 3-х месячную гарантию спросил, а вы молчите. проясните нам, что именно вы гарантируете. вот виндовс не гарантирует покрытие убытков из-за неработоспособности своего ПО и в любом случае не больше стоимости этого ПО.
Это благое намерение затевалось для уменьшения количества необходимого в ЛНК железа, изготовление и содержание которого чего-то стоит. Иногда случаются разовые задачи, для которых изготовление и аттестация СОПа бывает явно нецелесообразно. Как быть? Отказываться от контроля? Ну и вариантов результатов контроля укрупненно только два - 1. явный, когда ОК или явно годен или явно не годен; 2- сомнительный, когда для оценки приходится использовать разные критерии и определять их соответствие НТД, а также разбираться с непонятными ситуациями (Вспоминается Булкаков, про осетрину второй свежести).но это точно также и по образцам, разницы никакой нет, но, в целом, пересчет амплитуды мало что дает.
Несовершенство амплитудного критерия мы здесь неоднократно обсуждали. В данном случае способ настройки чувствительности значения не имеет - хоть по зарубке, хоть по АРД. АРД в этом случае имеет те же проблемы, что и настройка по БЦО - не получается в явном виде оценить "условную протяженность компактной несплошности". И учет затухания необходим как при настройке по АРД, так и по СОПам, т.к. далеко не всегда соблюдается идентичность свойств ОК и СОПа, впрочем, это тоже отчасти можно отнести к амплитудному критерию и его недостаткам.в первую очередь потому, что значение эквивалентной площади ничего не означает в каждом конкретном случае. вы по значению этой площади не можете точно сказать какой это дефект, даже на уровне большой-маленький.
К тому же, они сейчас уже почти все и не немецкие вовседумаю, что немецкие ПЭП дорогие не из-за АРД, они просто дорогие из соображений маркетинговой политики- берут может и не много, но берут и это главное и потом снобизм никто не отменял
Это во всех случаях справедливо. Вот только в сомнительных случаях проще и надежнее прикрыться утвержденной методикой и не проявлять инициативы и отсебятины.правильность выполненных оценок, и в том и другом случае, при контроле остается полностью за вами.
Правильно, так затевалось, но не реализовалось. Оказалось возни значительно больше, а результата существенного нет.Это благое намерение затевалось для уменьшения количества необходимого в ЛНК железа, изготовление и содержание которого чего-то стоит.
Я когда то тоже работал по АРД (рассчитывал еще на основе ГОСТ14782), а потом понял, что без всяких АРД я могу неплохо выявлять и разграничивать на хорошее и плохое. просто эти приемы сложно формализовать в виде инструкции, но в той или иной степени все более-менее опытные специалисты этими приемами пользуются.
Да, astrut, эта компактная несплошность просто академическая глупость, для разных ПЭП она будет своя и ценности никакой не имеет. Однако из-за этого все или большинство инструкций с технологическими дырами- авторы предпочитают вопрос оставлять или без внимания или просто писать ГОСТовский текс, а реализовать его нельзя. Ну мало того, что для каждого ПЭП эта величина своя, так еще и от глубины зависит, а поскольку дефект может быть на любой глубине, дело случайное, то вы должны иметь плоскодонку, по которой определяете протяженность компактной несплошности, на всех возможных глубинах (просто сдуреть). и ни в одной инструкции я не встречал рекомендаций как это делать на практике. есть инструкции в которых авторы не стали дурней заниматься, а написали дискретно для глубин до 10 мм компактная несплошность равна 10 мм, для 20 соответственно 20 и пр. и это правильно.АРД в этом случае имеет те же проблемы, что и настройка по БЦО - не получается в явном виде оценить "условную протяженность компактной несплошности"
В отношении БЦО. ну БЦО существенно лучше АРД. во-первых, это очень простой образец с БЦО, можно сделать самому за пол дня. во-вторых, это всегда физическая настройка и одновременно проверка работоспособности (дает уверенность). в-третьих, даже если у вас образец не из материала ОК несколько легче скорректировать чувствительность из-за затухания.
А любой протокол с АРД я легко могу доказать не действительным и не соответствующим нормам наших НТД (ну редко кто сможет на бумаге все изложить грамотно, я еще не встречал).
в том то и дело, что никаких утвержденных НТД нет- прикрываться нечем. покупаете дефектоскоп, там есть встроенная АРД и что? какая легитимность этой АРД? как я могу проверить, что все нормально, по образцам это происходит естественно, а по расчетной диаграмме? может там что нибудь куда-нибудь не догрузилось или перегрузилось или привязка была выполнена с погрешностью, ПЭП не совсем тот и пр.- как убедиться, что все нормально.Это во всех случаях справедливо. Вот только в сомнительных случаях проще и надежнее прикрыться утвержденной методикой и не проявлять инициативы и отсебятины.
в том то и дело, что никаких утвержденных НТД нет- прикрываться нечем. покупаете дефектоскоп, там есть встроенная АРД и что? какая легитимность этой АРД? как я могу проверить, что все нормально, по образцам это происходит естественно, а по расчетной диаграмме? может там что нибудь куда-нибудь не догрузилось или перегрузилось или привязка была выполнена с погрешностью, ПЭП не совсем тот и пр.- как убедиться, что все нормально.
Ну прибор как минимум внесен в реестр средств измерений, и следовательно кто-то на основе расчетов и экспериментов предоставил достаточные и объективные доказательства того, можно использовать данные АРД в сферах попадающих попадающих под действие закона "об обеспечении единства измерений". Это конечно мы с вами берем сейчас случай когда прибор действительно прошел все процедуры, а не куплено свидетельство.
Я специально этот термин в кавычки взял.эта компактная несплошность просто академическая глупость, для разных ПЭП она будет своя и ценности никакой не имеет.
Одно другому не мешает, как говорят опытные танцоры. АРД можно к БЦО привязывать и строить диаграммы в одних осях по БЦО и ПДО.В отношении БЦО. ну БЦО существенно лучше АРД.
Вот Вам и физическая настройка.
Имея фрезерный, плоскошлифовальный станки и кроме сверла обязательно развертку, чтобы обеспечить точное положение, перпендикулярность, диаметр, цилиндричность и необходимую шероховатость в отверстии. Не так и просто получается. Да еще и несколько отверстий захотим, например, три. Да, это проще зарубки или плоскодонки, воспроизводимость лучше, но только не на коленке образец делать.во-первых, это очень простой образец с БЦО, можно сделать самому за пол дня.
ИМХО, есть, пожалуй, одна задача, где АРД так и просится - контроль прямым ПЭП, а ОК имеет плоскопараллельные поверхности ввода и донную с малой шероховатостью. Но проверка параметров ПЭП, а не только работоспособности (отклеивание части ПЭ, значительное несовпадение геометрической и акустической оси и т.п.) - все равно отдельная песня.
привязать можно теоретически, а практически никто это не сделает. чем больше пересчетов, тем больше погрешность. надо сказать, что все формулы, которыми мы пользуемся в акустике получены как приближенные, а величину погрешности вы, скорее всего, нигде не найдете. да и в инженерных приложениях это никому не нужно. вот представьте, что мы скорость ультразвука будем рассчитывать по формуле, подставляя коэф. Пауссона, плотность и пр. эти величины можно найти в сертификате на сталь (ну иногда можно найти). я думаю, что вы понимаете, если мы будем так делать, то будет очень не хорошо, вот так и с пересчетами одно в другое.Одно другому не мешает, как говорят опытные танцоры. АРД можно к БЦО привязывать и строить диаграммы в одних осях по БЦО и ПДО.
Вот Вам и физическая настройка.
а про физическую настройку я писал в том плане, что взяв свой образец с БЦО и пройдя по трем - пяти точкам диапазона вы проверяете вашу DAC или настройку ВРЧ и заодно работоспособность прибора. и даже, если у вас работает половина пластины, то все одно ваши оценки будут более схожими с нормальным ПЭП (для отражателей первого рода т.е. БЦО они будут абсолютно правильными).
ну и я нисколько не против любых форм стандартных отражателей. случаи бывают разные, поэтому чем больше возможностей тем лучше. вот в том же EN1714, EN1712 (ныне уже ISO) три возможных настройки по БЦО, ПДО и пазу- выбирайте. вы что выберите? я однозначно БЦО, если, конечно, речь идет о стандартном контроле без каких-то выкрутас.
мне лично фиолетово по какой кривой DAC работать- ничего для меня от этого не меняется (у меня эти DAC давно построены и вбиты в прибор. для ПДО по зарубкам, а для БЦО, естественно, по БЦО). просто за державу обидно- ну что мы дурней паровоза чтобы корячиться с этим ПДО, которые мало того, что дорогие и не технологичные, но и реально их проверить практически нельзя, преимуществ никаких не дают. речь идет о простом прагматизме, рекомендую попробовать в жизни- будете приятно удивлены.
а здесь я очень с вами не соглашусь. вот процедура выглядит следующим образом. берется кусок нужного металла и из него делается параллелепипед нужных размеров (проще -прямоугольный брусок). для этого не нужно никакого специального оборудования - обычный фрезерный станок. таких станков на каждом конюшенном заводе штук по пять имеется. далее сверлите отверстия сверлом 2,9 (или 2,95- для продвинутых), просто насквозь. сверлильный станок тоже самый обычный, все сверления в стандартных позициях- работа по второму или третьему разряду. ну отверстий можно насверлить с запасом, в нашем случае это ничего не стоит. у меня есть образцы толщиной в 100 мм и длинной больше полметра и отверстия там с шагом 10 мм, есть и маленькие, делать то их совсем не сложно. и финальная стадия, вы можете сделать сами, отверстия доводятся разверткой до диаметра 3 мм. все. шероховатость поверхностей после развертки всегда не хуже пару микрон.Имея фрезерный, плоскошлифовальный станки и кроме сверла обязательно развертку, чтобы обеспечить точное положение, перпендикулярность, диаметр, цилиндричность и необходимую шероховатость в отверстии. Не так и просто получается. Да еще и несколько отверстий захотим, например, три. Да, это проще зарубки или плоскодонки, воспроизводимость лучше, но только не на коленке образец делать.
вот честно, astrut, признайтесь сами себе, что в этих стандартных процедурах мех. обработки сложного? это работа для 1-2 разряда сделать прямоугольный брусок и в нем ортогонально поверхности отверстий сквозных насверлить. все оборудование специально под такие операции и заточено. здесь не может быть никакой "цилиндричности" (мы же не рассматриваем случай пьяного исполнения на полностью раздолбанном оборудовании, если это конгруэнтно перенести на изготовление ПДО или зарубок, то там то уж результат будет ого-го). все будет как в аптеке, а если захотите, то служба ОТК вам все это проверить с нужной погрешностью и документик даст, причем это будет без балды, как обычно происходит с ПДО или даже зарубками. потому что все это реально можно измерить и, главное, гарантируется точностью работы оборудования.
а вот ПДО вам мало кто возьмется сделать. у меня много раз было, просишь опытного слесаря выполнить, он не отказывается и делает как умеет, но нет инструментов для плоскодонок, фрез таких нет поэтому результат никак не гарантирован. сделали мне, скажем, три образца и отраженный сигнал у всех разный. конечно, можно приспособиться, научится ужимкам изготовления, поднять качество, но это специальный участок держать надо- для нашей деятельности это экономически нереально. заказывать можно, но хороша ложка к обеду, да и дорого заказывать. а что вам сделают?- там тоже обычный станочный парк.
с зарубками не лучше. просто так вы эти зарубки не сделаете- тоже нет таких стандартных инструментов и оборудования. надо пристраиваться как то. заказал как-то знакомым, которые зарубками специально занимаются и не один год, пресса специальные сделали, зарубки не только давят, но и строгают. сделали образцы, смотришь на зарубку, а она кривая по отношению к граням образца, вот так. очень ручной труд с элементами искусства. в общем зарубку в производство просто так не отдашь, а БЦО мне молча делают на любом заводе, который с металлом работает и, где мне контроль или диагностику делать приходилось.
и еще, что тоже немаловажно, по БЦО вы реально получаете документ завода изготовителя с измерениями погрешностей изготовления- у вас метрологически аттестованный образец сразу (конечно не на каждом заводе такое есть, но на более-менее приличных такие службы есть), а по зарубке или ПДО они вам ничего не дадут.
преимущества БЦО, без сомнения, есть. просто надо наши НТД делать более либеральными в хорошем смысле этого слова, а специалистам по УЗК смотреть на проблему не только из стада- как все, но и пытаться со стороны на это стадо взглянуть.
Последнее редактирование:
В сертификатах вы этого никогда не найдете, только в справочниках, марочниках, а по поводу величины погрешости вы сами писали, к тому же, эти параметры зависят не только от химсостава, но и от структуры.коэф. Пауссона, плотность и пр. эти величины можно найти в сертификате на сталь (ну иногда можно найти).
А паз, пожалуй, даже технологичнее БЦО, правда, если там не задан очень малый радиус в углу. Если толщины небольшие или основная задача - поиск дефектов у поверхности, тогда паз. По поводу БЦО (и паза) или компактного отражателя - вечный ни к чему не приводящий спор. Основной аргумент в том, что зависимость амплитуды от глубины для компактного отражателя более круто падающая, чем от протяженного отражателя и, якобы, получаем недобраковку на дальней дистанции по сравнению с компактным отражателем. Но, учитывая, что нормы браковки в основном задаются в нормативке непонятно каким способом, а количественная связь между параметрами дефектов оцениваемыми при помощи стандартных методик УЗК и надежностью (прочностью), мягко говоря, не установлена, цена этому аргументу - ноль.три возможных настройки по БЦО, ПДО и пазу- выбирайте. вы что выберите? я однозначно БЦО, если, конечно, речь идет о стандартном контроле без каких-то выкрутас.
ПДО, действительно, штука нетехнологичная. Я с ними для начала так поступаю: беру иголку и провожу острием по дну, ощущая плоское оно или нет, оценивая радиус в углу, углубление или выступ в центре. Оценка, конечно, качественная, но примерно половина отбраковывается сразу. Второй важный момент-угол. Это остро направленный отражатель. Я бы предпочел сферу - технологичнее и нет направленности.корячиться с этим ПДО, которые мало того, что дорогие и не технологичные, но и реально их проверить практически нельзя, преимуществ никаких не дают. речь идет о простом прагматизме, рекомендую попробовать в жизни- будете приятно удивлены.
Дык, здесь мы об одном и том же, только разными словами. Вы тоже не собираетесь БЦО на коленке делать. Самая частая погрешность БЦО - увод отверстия, т.е. координата оси на входе и на выходе при сверлении сильно отличаются, особенно для малых диаметров, напр. 1,6.а здесь я очень с вами не соглашусь. вот процедура выглядит следующим образом
Для меня - ничего, разряд - минимум 4. Про ортогональность см. выше.вот честно, astrut, признайтесь сами себе, что в этих стандартных процедурах мех. обработки сложного? это работа для 1-2 разряда сделать прямоугольный брусок и в нем ортогонально поверхности отверстий сквозных насверлить.
Правильно, цилиндричность, как и требуемую шероховатость, после сверла не получите, только на следующей операции - разверткой, но может так случиться, что и после развертки на отдельных участках "чернота" останется. Для примера, посмотрите требования к СО-2, чертеж в ГОСТ 14782. Так должно быть. Согласен, это намного воспроизводимей и правильнее чем ПДО или зарубка.здесь не может быть никакой "цилиндричности"
Я немного по другому пути пошел, СОП толщиной 42 мм, всего три БЦО, центры от одной плоскости 12 мм, далее - через 12 мм. Если использовать 2 поверхности ввода, шаг получается - 6 мм, если использовать отраженный луч (для чистота тут поправка на отражение требуется, особенно для больших углов) и даже дважды отраженный для не очень больших углов, можно охватить приличный диапазон толшин, ес-но в пределах ширины пучка и СОПа.у меня есть образцы толщиной в 100 мм и длинной больше полметра и отверстия там с шагом 10 мм
Добрый день! Можно ли вместо выдаивания зарубки клиновидным бойком выжечь (электроэроззионным способом) риску с такой же площадью вертикальной отражающей стенки, чтобы обеспечить нормативную чувствительность. Будет ли это противоречить ГОСТ 14782 (или новой редакции), в котором для угловых отражателей указан чертеж именно клиновидной зарубки?
Это приблизительно аналогично предложению "по пробуй увидеть себя в зеркале, наклонённом под 45 градусов к направлению твоего взгляда".риску с такой же площадью вертикальной отражающей стенки
Отражение от плоских отражателей зеркальное, поэтому, если по конфигурации предполагается "уголковый отражатель" из нижней поверхности СОПа и вертикальной стенки искусственного дефекта, то заменять его на "перенаправляющий отражатель" нельзя.
вместо выдаивания
выжечь
Вот ключевые слова. Классическую зарубку ругают за это самое выдавливание - деформацию и связанное с ней изменение акустики. Но этот способ за неимением лучшего на протяжении длительного времени, давно узаконен и признан.
При выжигании происходят структурные изменения, которые тоже меняют акустические свойства. Но этот метод в пору становления зарубки, вероятно, не давал нужной точности размеров и шероховатости. Возможно, сейчас он уже дозрел. Но местечко оказалось занятым.
Узаконить хлопотно будетФёдоров
Профессионал
- Регистрация
- 12.12.2012
- Сообщения
- 781
- Реакции
- 148
- Возраст
- 48
- Адрес
- Хабаровск
- Веб-сайт
- www.entest-nk.ru
В Екатеренбурге давно уже фрезеруют и я Вам скажу я очень доволен качеством исполнения данных работ.
Метрология контроля такова, что структурные изменения в месте изготовления зарубки можно вообще не рассмитривать, а то можно скатится до рассматрения структурных изменений металл в зонах образования так сказать "естественных" дефектов
Метрология контроля такова, что структурные изменения в месте изготовления зарубки можно вообще не рассмитривать, а то можно скатится до рассматрения структурных изменений металл в зонах образования так сказать "естественных" дефектов
Похожие темы
- Ответы
- 67
- Просмотры
- 4K
- Ответы
- 11
- Просмотры
- 823
Поделиться: