вполне, таков стиль общения: сегодня стоит подойти к двери, как она автоматически открывается; стоит подойти к человеку, как он автоматически закрывается…
о каких 400 град идет речь… найдите хотя бы одного производителя техн-синт/масел для гидравлики с данной температурой, смотрите какая у них Твспышки (наиболее высокая у авиа – около 260 град) … надо полагать, что это "состояние" окружающей среды в целом – тем-ра + пар, в которой работают гидроцилиндры, т.к. рядом вторая зона интенсивного водоохлаждения полужидкого металла… оттого и трубопроводы из нержавейки… см здесь
https://uas.su/conferences/2010/50let/32/images/002.jpg «Окно системы визуализации процесса качания кристаллизатора» – при желании найдете и давление в гидросистеме, и температуру… а это
https://steeltimes.ru/books/casting/sortccm/52/images/006.jpg «Сигнал ускорения кристаллизатора в вертикальном направлении» (неуд техсостояния механизма качания) и практически не имеет совпадений с графиком (красный) а, следовательно, во время разливки образуются более глубокие следы качания
https://steeltimes.ru/books/casting/sortccm/52/images/003.jpg (слева неуд, справа норм поверхность), а также формируется более тонкая корочка. Это увеличивает вероятность возникновения аварийной ситуации, связанной с прорывом металла…
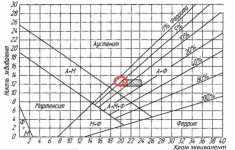
Далее: речь-то идет про тело трубы, т.е. ее гладкой части, а св/швы в норме ежели верить на слово… т.е. проблема как со старыми (где-то таскались довольно долго), так и с новыми ("вчера" как закупили) трубками, которые еще не стояли в гидравлике… кстати, трубы 12Х18Н10Т могут быть изготовлены холодной деформацией – волочение через очко-фильеру/прокаткой роликами-валками или теплой прокаткой, т.е. разными способами/технологиями… причина – вихреток провели, а трубка "дает слезу" под давлением - банальна…
") )
)