Коллеги, в каких документах регламентирован критерий браковки "типа уменьшение толщины стенки ОК"? Иногда попадают на контроль изделия (со снятым валиком), где слесаря шибко перестарались и на снимках на шве или в околошовной зоне появляются хорошо видимые на снимке пятна от раскопанных ям. Особенно сильно бросается это всё в глаза из-за контраста с полноценным металлом. Визуально ямы не видно, их заглаживают и получается ровный переход, но снимок всё это показывает.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Утонение металла
- Автор темы USM35 XS
- Дата начала
Ответить

Вся проблема в том, что у нас не диагностика, а производство. А в НТД норм на утонение нет как таковых. Получается ситуация, когда заготовку с номинальной толщиной стенки, скажем в 10мм, могут доточить до 1мм и это придётся пропустить (недопустимых дефектов по рентгену не будет), так как забраковать нельзя.

По грубой чешуйчетости заброковать, перепад не более 1мм.
В принципе да, справедливо. Так наверное и надо поступать, если придёт какой ПЗ-шник - "я не я и жопа не моя, иди с ОТК разбирайся"


Могу сказать "за Транснефть". РД-25.160.10-КТН-016-15
8.1.20 Контроль околошовной зоны при наличии мест шлифовки тела трубы
Перед проведением НК проводится толщинометрия основного металла трубы, с целью определения фактической толщины стенки трубы в районе шлифовки. Толщинометрия производится по зоне контроля (вне зоны шлифовки) как минимум в четырёх точках, расположенных на расстоянии от 20 до 30 мм от сторон прямоугольника, определяющего зону контроля.
Результатом измерения фактической толщины стенки принимается среднее значение. Полученное значение заносится в заключение по результатам УЗК.
Контроль основного металла трубы в местах шлифовки проводится методом УЗК. Размер зоны контроля основного металла трубы от границы шлифовки в одну и другую стороны должен составлять не менее 100 мм.
И по РК:
Дефект сборки, шлифовка околошовной зоны (Fe)
Локальный темный участок, распложенный в околошовной зоне
Плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла
Спасибо большое за инфу про документ. Буду знать откуда эти люди пришли. А то иногда приносят на рецензию заключения ЭПБ и видишь, как в протокол по УЗТ вписывают среднее значение толщины. Представляете такие замеры на цельном горячекатанном отводе в энергетике в растянутой и сжатых зонах ? устал объяснять что пишется минимальная величина после трех измерений в одной точке.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
USM35 XS,
Утонение металла больше встречается в НТД при техническом диагностировании в следствии длительной эксплуатации, коррозионного или другого вида износа. Но там при утонении более 10...15% делаются проверочные расчеты на прочность и остаточный ресурс. Вообще в конструкторской документации указываются параметры зачистки. Для сварных швов есть значок, указывающий на удаление св.шва "заподлицо с основным металлом. Из практики, я заставляю монтажников делать механическим инструментом плавные выходы из таких "вырывов". "выборок". Если конечно толщина не уходит за расчётные параметры.
Утонение металла больше встречается в НТД при техническом диагностировании в следствии длительной эксплуатации, коррозионного или другого вида износа. Но там при утонении более 10...15% делаются проверочные расчеты на прочность и остаточный ресурс. Вообще в конструкторской документации указываются параметры зачистки. Для сварных швов есть значок, указывающий на удаление св.шва "заподлицо с основным металлом. Из практики, я заставляю монтажников делать механическим инструментом плавные выходы из таких "вырывов". "выборок". Если конечно толщина не уходит за расчётные параметры.
USM35 XS,
Утонение металла больше встречается в НТД при техническом диагностировании в следствии длительной эксплуатации, коррозионного или другого вида износа. Но там при утонении более 10...15% делаются проверочные расчеты на прочность и остаточный ресурс. Вообще в конструкторской документации указываются параметры зачистки. Для сварных швов есть значок, указывающий на удаление св.шва "заподлицо с основным металлом. Из практики, я заставляю монтажников делать механическим инструментом плавные выходы из таких "вырывов". "выборок". Если конечно толщина не уходит за расчётные параметры.
Вся проблема в том, что у нас не диагностика, а производство. А в НТД норм на утонение нет как таковых. Получается ситуация, когда заготовку с номинальной толщиной стенки, скажем в 10мм, могут доточить до 1мм и это придётся пропустить (недопустимых дефектов по рентгену не будет), так как забраковать нельзя.
Колян2
Дефектоскопист всея Руси
Ну почему-же нет норм? Есть т.н. минусовые допуски по осн. металлу на прокат и т.п. Всё оговорено в соответствующей НТД-ищите и обрящете.К тому-же в зависимости от толщин и вида сварки существуют зоны контроля прилегающие к шву с нормами как на св. шов.По уму отбраковка по уменьшению толщины должна проводится по ВИК,до РК.Ну а при УК проще-можно объявить шов неконтролепригодным из-за превышения значений по волнистости и шероховатости.Жёстче нужно с подготовщиками,иначе сядут на шею и ножки свесят,можно подумать,что Вы себе какие-то привилегии выспрашиваете а не соответствующую подготовку поверхностей для обеспечения достоверного контроля.Эт ихая обязанность и работа!Вся проблема в том, что у нас не диагностика, а производство. А в НТД норм на утонение нет как таковых. Получается ситуация, когда заготовку с номинальной толщиной стенки, скажем в 10мм, могут доточить до 1мм и это придётся пропустить (недопустимых дефектов по рентгену не будет), так как забраковать нельзя.
VALDEMAR 56/02
Бывалый
- Регистрация
- 14.12.2012
- Сообщения
- 117
- Реакции
- 12
Коллеги, в каких документах регламентирован критерий браковки "типа уменьшение толщины стенки ОК"? Иногда попадают на контроль изделия (со снятым валиком), где слесаря шибко перестарались и на снимках на шве или в околошовной зоне появляются хорошо видимые на снимке пятна от раскопанных ям. Особенно сильно бросается это всё в глаза из-за контраста с полноценным металлом. Визуально ямы не видно, их заглаживают и получается ровный переход, но снимок всё это показывает.
По грубой чешуйчетости заброковать, перепад не более 1мм.
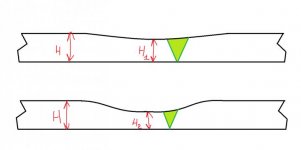
Более наглядно нарисую. Переходы плавные, по подготовке поверхности не придраться - чешуйчатость, волнистость, перепады и т.п. в целом в допусках. Но имеются локальные утонения. Сейчас получается тыкать мастеров носом в эти ямы с фразами "Это чё за херня?", но они развиваются (не в том направлении) и некоторые начинают задавать вопрос "А с чего бы оно не допускается-то?". А действительно, почему это я рентгеном эту хрень бракую, когда ВИК типа как всё прошло.
Вложения
Опять же, измерительным контролем это можно было бы забраковать именно как несоответствие номинальной толщине, но в указанных местах измерительный инструмент не подлезет. Конструкция объекта контроля не позволяет СИ там установить, разве что кроме УЗ-толщиномера.
Даже линейка? +щуп для измерения зазора.но в указанных местах измерительный инструмент не подлезет
Вот за такой ВИК и притягиватьВИК типа как всё прошло
Энергетик
Бывалый
Критерие есть. Расчет по РД 10-249. Там прописано что утонение в околошовной зоне ( правда при определенных ограничениях) до 0,95 от номинальной.
у USM35 XS контроль при изготовлении, стало быть, скорее всего, по проекту. В нём и требования искатьКритерие есть. Расчет по РД 10-249
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
USM35 XS,
Если при производстве, то странно у вас служба ОТК работает. На нормальных предприятиях: ОТК отдает деталь на ВИК, потом при положит результатах другие методы контроля. Вы ведь выполняете РГ и по результатам РГ у Вас все в норме и вы пишите Годен. Зачем паритесь. Пусть "специалист ВИКа непонятного уровня на жаровне мучается.
А так то УШС-3, линейкой и штангелем с щупом можно измерить несоответствие.
Если при производстве, то странно у вас служба ОТК работает. На нормальных предприятиях: ОТК отдает деталь на ВИК, потом при положит результатах другие методы контроля. Вы ведь выполняете РГ и по результатам РГ у Вас все в норме и вы пишите Годен. Зачем паритесь. Пусть "специалист ВИКа непонятного уровня на жаровне мучается.
А так то УШС-3, линейкой и штангелем с щупом можно измерить несоответствие.
Энергетик
Бывалый
Это и считается от номинальной толщины заложенной в проекте. Данное рд для энергетики. Такое есть и для других отраслей.
ОТК отдает деталь на ВИК, потом при положит результатах другие методы контроля. Вы ведь выполняете РГ и по результатам РГ у Вас все в норме и вы пишите Годен. Зачем паритесь. Пусть "специалист ВИКа непонятного уровня на жаровне мучается.
В принципе да, справедливо. Так наверное и надо поступать, если придёт какой ПЗ-шник - "я не я и жопа не моя, иди с ОТК разбирайся"
Всё может быть. Что на уме у проектировщика, нам неведомо. Проект - документ обязательный, без него никак. С ним надо ознакомиться. Но проектировщик мог не упомянуть в проекте этот РД и тогда пофиг, что в нём пишут. То же и с ГОСТами. Есть в проекте, читаем, нет - значит нет. Есть вопросы, задаём проектировщику, вот только, обычно, это дело геморноватоеЭто и считается от номинальной толщины заложенной в проекте.
Так вполне можно отмазаться при одном условии - если вас вызывают на контроль письменной заявкой или направлением за подписями мастеров - сварочного и ОТК. Подписи этих Жентельменов означают, что шов заварен, принят и подготовлен к следующим видам НК. Если такой бАмажки у Вас нет, отмазаться могут они - скажут, что ничО не знают, а Вы сами приперлись контролировать неготовый шовиди с ОТК разбирайся
Многоуважаемый Колян2, всё вроде логично, но "есть один нюанс". Предположим, что металл и так пришел на пределе минусового допуска. Получается, в этом случае запиловка в минус не допускается. От слова "совсем". А снятие усиления прописано и операция эта ручная, соответственно, точность обработки невысокая. Какой-никакой допуск на запиловку в минус просится.Есть т.н. минусовые допуски по осн. металлу на прокат и т.п.
Антошка
Мастер дефектоскопии
- Регистрация
- 26.01.2015
- Сообщения
- 1,461
- Реакции
- 339
- Возраст
- 40
Коллеги, в каких документах регламентирован критерий браковки "типа уменьшение толщины стенки ОК"? Иногда попадают на контроль изделия (со снятым валиком), где слесаря шибко перестарались и на снимках на шве или в околошовной зоне появляются хорошо видимые на снимке пятна от раскопанных ям. Особенно сильно бросается это всё в глаза из-за контраста с полноценным металлом. Визуально ямы не видно, их заглаживают и получается ровный переход, но снимок всё это показывает.
Могу сказать "за Транснефть". РД-25.160.10-КТН-016-15
8.1.20 Контроль околошовной зоны при наличии мест шлифовки тела трубы
Перед проведением НК проводится толщинометрия основного металла трубы, с целью определения фактической толщины стенки трубы в районе шлифовки. Толщинометрия производится по зоне контроля (вне зоны шлифовки) как минимум в четырёх точках, расположенных на расстоянии от 20 до 30 мм от сторон прямоугольника, определяющего зону контроля.
Результатом измерения фактической толщины стенки принимается среднее значение. Полученное значение заносится в заключение по результатам УЗК.
Контроль основного металла трубы в местах шлифовки проводится методом УЗК. Размер зоны контроля основного металла трубы от границы шлифовки в одну и другую стороны должен составлять не менее 100 мм.
И по РК:
Дефект сборки, шлифовка околошовной зоны (Fe)
Локальный темный участок, распложенный в околошовной зоне
Плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла
Узт вам в помощь, 5% от номинальной толщины, на память не помню, энергетика, сто имеется, могу позже скинуть .Плюс расчёт на прочность.Плюс надо бумаги на входной контроль.И такая каша завяжется.По схеме уточнение большое.Где-то червяки завялись)))Более наглядно нарисую. Переходы плавные, по подготовке поверхности не придраться - чешуйчатость, волнистость, перепады и т.п. в целом в допусках. Но имеются локальные утонения. Сейчас получается тыкать мастеров носом в эти ямы с фразами "Это чё за херня?", но они развиваются (не в том направлении) и некоторые начинают задавать вопрос "А с чего бы оно не допускается-то?". А действительно, почему это я рентгеном эту хрень бракую, когда ВИК типа как всё прошло.
Толщина хоть номинальная какая?Коллеги, в каких документах регламентирован критерий браковки "типа уменьшение толщины стенки ОК"? Иногда попадают на контроль изделия (со снятым валиком), где слесаря шибко перестарались и на снимках на шве или в околошовной зоне появляются хорошо видимые на снимке пятна от раскопанных ям. Особенно сильно бросается это всё в глаза из-за контраста с полноценным металлом. Визуально ямы не видно, их заглаживают и получается ровный переход, но снимок всё это показывает.
Да это всё есть, но всегда есть куча жирных НО. Но это совсем другая история, да и все вы её прекрасно без меня знаете.Так вполне можно отмазаться при одном условии - если вас вызывают на контроль письменной заявкой или направлением за подписями мастеров - сварочного и ОТК. Подписи этих Жентельменов означают, что шов заварен, принят и подготовлен к следующим видам НК.
Разные. Были 3мм, 5мм, 10мм. Везде сталкивались с такой проблемой. На некоторые снимки смотреть противно, но как есть.Толщина хоть номинальная какая?
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Могу сказать "за Транснефть". РД-25.160.10-КТН-016-15
8.1.20 Контроль околошовной зоны при наличии мест шлифовки тела трубы
Результатом измерения фактической толщины стенки принимается среднее значение. Полученное значение заносится в заключение по результатам УЗК.
Спасибо большое за инфу про документ. Буду знать откуда эти люди пришли. А то иногда приносят на рецензию заключения ЭПБ и видишь, как в протокол по УЗТ вписывают среднее значение толщины. Представляете такие замеры на цельном горячекатанном отводе в энергетике в растянутой и сжатых зонах ? устал объяснять что пишется минимальная величина после трех измерений в одной точке.
Поделиться: