Не соглашусь... Здесь уже готовое изделие... к нему могут быть свои требования... Единственное, что их нет ((скорее всего, контроль поковки. ГОСТ 24507.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Ультразвуковой контроль наплавки
- Автор темы speaky
- Дата начала
Ответить
Конечно могут. Но я как рассуждаю. Народу на форуме много. Если бы это были широкоизвестные документы, кто-нибудь поделился. Раз тишина, значит либо они всемирно безызвестные, либо их просто нет. Тогда надо предлагать какие-то варианты. По мне так там МПД за глаза хватит.
100 %.
Правильное название "брехшпиндель" .
Возможно. Ну руководство считает иначе.
[FONT="]Брехшпиндель в стане пилигримовой прокатки труб – детище первых пятилеток прошлого века. Не стоит утруждать коллег по контролю. В мире осталось всего-то два или три пильгера, какие нтд… [/FONT][FONT="]swc[/FONT][FONT="] верно заметил – раз инфы нет, значит... Инфу из этой ссылки: [/FONT][FONT="]ОПЫТ ОПРОБОВАНИЯ И ЭКСПЛУАТАЦИИ БРЕХШПИНДЕЛЕЙ[/FONT][FONT="] http://eir.pstu.edu/bitstream/handle/123456789/1515/16.pdf?sequence=1 предлагаю передать гл. механику. Полагаю, с контролем так или иначе не отстанут, см. сюда http://docs.cntd.ru/document/gost-12503-75 далее http://newtton.ru/files/gost_3242-79.pdf - в таблице ультразвукового контроля выбираете предельную чувствительность для толщины наплавляемого металла. Перед узк сначала проводите магнитопорошковый нк после первичной проточки наплавки, т.к. металл брехшпинделя «вредный». Нормы оценки из ГОСТ 3242-79 и согласовываете с вашими… или иначе…(Если вдруг-что, то с меня спросят..). speaky, вы это уже проходили в своей же теме от [/FONT][FONT="]27.01.2016… Удачи.[/FONT][FONT="][/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]
Спасибо за совет. Максимальная глубина наплавки 100 мм. Мин. предельная чувствительность для такой толщины 3.6 мм кв, что вполне приемлемо для контроля. Можно СОПчик склепать простенький с ПДО и настроить ВРЧ. Правильно? На этом пока и остановлюсь.
У меня возникли пару побочных вопросов.
1. Интересно, а как определили, изложенную в документе, предельную чувствительность разработчики ГОСТ 3242-79?
2. Существует ли подобный НД не для сварных соединений, а для сталей общего назначения (или более обобщенных случаев)?
3.Ну и дополнение к вопросу, который обсуждался в другой ветке. Расшифровка характера дефекта. Пришли к выводу, что определить можно в ограниченном ряде случаев, но информация будет иметь не утверждающий характер , а дополнительный. Вопрос, это указывается в каких-либо ГОСТах, стандартах и прочих НД, а также международных? Есть возможность сослаться на НД по этому вопросу?
Смущает эта инфа из 12503-75:
"Данные методы контроля служат для выявления нарушений сплошности металла - раковин, трещин, грубых шлаковых включений, флокенов, заворотов корочки, расслоений и поверхностных дефектов (плен, закатов и др.), лежащих в пределах чувствительности методов."
Ну и этот пункт мне не совсем понятен, что значит - от назначения металла. И кто "эти люди", которые устанавливают чувствительность и размеры? Покажите мне их
"3.3. Чувствительность контроля и размеры дефектов устанавливаются в зависимости от назначения металла и указываются в нормативно-технической документации."
speaky, прежде чем что-то искать, я бы сначала попробовал позвучать литье в доступных местах и как-то оценить имеющиеся несплошности. Для информации. РС ПЭП на 2,5 МГц. Возможны интересные коллизии. Если это литье первых пятилеток, то там могут быть достаточно большие несплошности. И с нормами на наплавку Вы просто всю деталь (основной металл) нафиг забракуете. Я сомневаюсь в существовании норм в Вашем случае. При контроле литья нормы обычно устанавливаются по месту. А восстановительная наплавка должна соответствоваль основному металлу. Ловить блох в наплавке, если под ней здоровые раковины смысла нет.

Только наплавка там и работает.
[FONT="]Когда будете у зеркала – внимательно посмотрите… «философствовать» по поводу смущений и вопросов, вообще-то лень и что даст вам ответ в таком случае… На досуге от рабочей суеты попробуйте зайти сюда http://www.bestreferat.ru/referat-57742.html - это практически свойственно любой отрасли и производству. А так, в частности, подходят к совершенствованию методических основ обеспечения единства измерения для повышения точности ультразвукового контроля[/FONT] [FONT="]на фазированных антенных решетках http://www.bmstu.ru/dissertation/content/files/61/dissertation.pdf когда-то, возможно, перейдете на другую технику. Например, не так давно «фабрика» задумала организовать производство термокейсов для нефтегазпрома, в конструкции предусматривалось сварное соединение… так вот, прежде чем разработать технологию сварки и нк ее качества, сначала подрядили науку, чтобы они поиграли на мощнейшей машине производительностью 117,64 TFlops (1TFlops = 10 в 12 степени операций в секунду) с дефектами (разные размеры, виды и количество), чтобы в 3[/FONT][FONT="]D[/FONT][FONT="] представить и установить их потенциальное влияние на прочностные свойства в зависимости от воздействия нагрузок при длительной эксплуатации изделия. Далее подключились технологи, нквд (нер.конт.вн.деф.), металловеды, изготовители опытных образцов, испытатели…дело пошло и закончилось разработкой ТУ.. как-то так вкратце, т.е.[/FONT] [FONT="]"эти люди" вокруг вас…[/FONT]
[FONT="]P[/FONT][FONT="].[/FONT][FONT="]S[/FONT][FONT="]. с постом от swc выше полностью согласен, а мм кв. подберете уже после того…[/FONT]
Миллиметр в сторону, а там дыра. А как понять, это еще литье, или уже наплавка? Или это из литья в наплавку залезло?
По сути все сводится к контролю слоя - если слой тоньше чем надо - "не годен".
не-е-ет. не можете. Как это вы собрались наплавку по стандарту для сварных швов проводить?
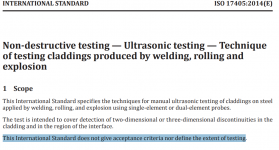
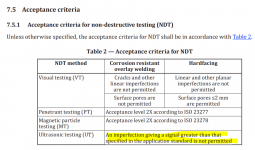
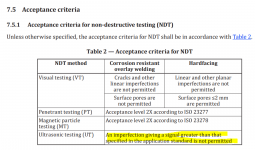
Если уж так хочется сослаться, то вот в ISO 15614-7:2016 "Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 7: Overlay welding" (на наплавку) в разделе "неразрушающий контроль" прямо указано что УЗК следует проводить по ISO 17405:2014 "Non-destructive testing — Ultrasonic testing — Technique of testing claddings produced by welding, rolling and explosion"
(в приложении оба - может поможет?)
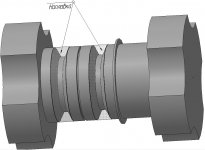
[FONT="]Коллега, что раскатывают на стане и почему именно узк наплавленного слоя бочки… [/FONT]
Дык трубы диаметром от 42 до 204 стенка 3.5 до 35 (примерно).
Трещит наплавка, а отсюда и все вытекающие следствия. Все дефекты фиксируются УЗК отлично. Только чувствительность ставим высокой, так как нету объективных норм. собственно почему топик и родился.


Не соглашусь... Здесь уже готовое изделие... к нему могут быть свои требования... Единственное, что их нет ((
Конечно могут. Но я как рассуждаю. Народу на форуме много. Если бы это были широкоизвестные документы, кто-нибудь поделился. Раз тишина, значит либо они всемирно безызвестные, либо их просто нет. Тогда надо предлагать какие-то варианты. По мне так там МПД за глаза хватит.
speaky, а точно литьё? Прокатные валки и литые и кованые встречал, но про литой шпиндель в первый раз слышу. Может УЗК там и не нужен? Восстановительные наплавки в любой колхозной мастерской делают. Наплавили, обточили, воткнули и работает. Тут скорее напряжения страшны. Термообработка понадобиться.Сам шпиндель - литье. Наплавляют СВ 08.
точно литьё
100 %.
литой шпиндель в первый раз слышу
Правильное название "брехшпиндель" .
Может УЗК там и не нужен?
Возможно. Ну руководство считает иначе.
Вложения
Последнее редактирование:
AlexSinara
Профессионал
- Регистрация
- 20.07.2015
- Сообщения
- 883
- Реакции
- 564
Правильное название "брехшпиндель" .
[FONT="]Брехшпиндель в стане пилигримовой прокатки труб – детище первых пятилеток прошлого века. Не стоит утруждать коллег по контролю. В мире осталось всего-то два или три пильгера, какие нтд… [/FONT][FONT="]swc[/FONT][FONT="] верно заметил – раз инфы нет, значит... Инфу из этой ссылки: [/FONT][FONT="]ОПЫТ ОПРОБОВАНИЯ И ЭКСПЛУАТАЦИИ БРЕХШПИНДЕЛЕЙ[/FONT][FONT="] http://eir.pstu.edu/bitstream/handle/123456789/1515/16.pdf?sequence=1 предлагаю передать гл. механику. Полагаю, с контролем так или иначе не отстанут, см. сюда http://docs.cntd.ru/document/gost-12503-75 далее http://newtton.ru/files/gost_3242-79.pdf - в таблице ультразвукового контроля выбираете предельную чувствительность для толщины наплавляемого металла. Перед узк сначала проводите магнитопорошковый нк после первичной проточки наплавки, т.к. металл брехшпинделя «вредный». Нормы оценки из ГОСТ 3242-79 и согласовываете с вашими… или иначе…(Если вдруг-что, то с меня спросят..). speaky, вы это уже проходили в своей же теме от [/FONT][FONT="]27.01.2016… Удачи.[/FONT][FONT="][/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]
http://docs.cntd.ru/document/gost-12503-75 далее http://newtton.ru/files/gost_3242-79.pdf - в таблице ультразвукового контроля выбираете предельную чувствительность для толщины наплавляемого металла. Перед узк сначала проводите магнитопорошковый нк после первичной проточки наплавки, т.к. металл брехшпинделя «вредный». Нормы оценки из ГОСТ 3242-79 и согласовываете с вашими… или иначе…
Спасибо за совет. Максимальная глубина наплавки 100 мм. Мин. предельная чувствительность для такой толщины 3.6 мм кв, что вполне приемлемо для контроля. Можно СОПчик склепать простенький с ПДО и настроить ВРЧ. Правильно? На этом пока и остановлюсь.
У меня возникли пару побочных вопросов.
1. Интересно, а как определили, изложенную в документе, предельную чувствительность разработчики ГОСТ 3242-79?
2. Существует ли подобный НД не для сварных соединений, а для сталей общего назначения (или более обобщенных случаев)?
3.Ну и дополнение к вопросу, который обсуждался в другой ветке. Расшифровка характера дефекта. Пришли к выводу, что определить можно в ограниченном ряде случаев, но информация будет иметь не утверждающий характер , а дополнительный. Вопрос, это указывается в каких-либо ГОСТах, стандартах и прочих НД, а также международных? Есть возможность сослаться на НД по этому вопросу?
Смущает эта инфа из 12503-75:
"Данные методы контроля служат для выявления нарушений сплошности металла - раковин, трещин, грубых шлаковых включений, флокенов, заворотов корочки, расслоений и поверхностных дефектов (плен, закатов и др.), лежащих в пределах чувствительности методов."
Ну и этот пункт мне не совсем понятен, что значит - от назначения металла. И кто "эти люди", которые устанавливают чувствительность и размеры? Покажите мне их
"3.3. Чувствительность контроля и размеры дефектов устанавливаются в зависимости от назначения металла и указываются в нормативно-технической документации."
Последнее редактирование:
Возможно. Ну руководство считает иначе.
speaky, прежде чем что-то искать, я бы сначала попробовал позвучать литье в доступных местах и как-то оценить имеющиеся несплошности. Для информации. РС ПЭП на 2,5 МГц. Возможны интересные коллизии. Если это литье первых пятилеток, то там могут быть достаточно большие несплошности. И с нормами на наплавку Вы просто всю деталь (основной металл) нафиг забракуете. Я сомневаюсь в существовании норм в Вашем случае. При контроле литья нормы обычно устанавливаются по месту. А восстановительная наплавка должна соответствоваль основному металлу. Ловить блох в наплавке, если под ней здоровые раковины смысла нет.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Поддерживаю! Лучше сначала попробовать.speaky, прежде чем что-то искать, я бы сначала попробовал позвучать литье в доступных местах и как-то оценить имеющиеся несплошности. Для информации. РС ПЭП на 2,5 МГц. Возможны интересные коллизии.
Вообще-то эти раковины 100 лет простояли и еще 100 лет простоят.Ловить блох в наплавке, если под ней здоровые раковины смысла нет.
Только наплавка там и работает.
AlexSinara
Профессионал
- Регистрация
- 20.07.2015
- Сообщения
- 883
- Реакции
- 564
И кто "эти люди", которые устанавливают чувствительность и размеры? Покажите мне их
[FONT="]Когда будете у зеркала – внимательно посмотрите… «философствовать» по поводу смущений и вопросов, вообще-то лень и что даст вам ответ в таком случае… На досуге от рабочей суеты попробуйте зайти сюда http://www.bestreferat.ru/referat-57742.html - это практически свойственно любой отрасли и производству. А так, в частности, подходят к совершенствованию методических основ обеспечения единства измерения для повышения точности ультразвукового контроля[/FONT] [FONT="]на фазированных антенных решетках http://www.bmstu.ru/dissertation/content/files/61/dissertation.pdf когда-то, возможно, перейдете на другую технику. Например, не так давно «фабрика» задумала организовать производство термокейсов для нефтегазпрома, в конструкции предусматривалось сварное соединение… так вот, прежде чем разработать технологию сварки и нк ее качества, сначала подрядили науку, чтобы они поиграли на мощнейшей машине производительностью 117,64 TFlops (1TFlops = 10 в 12 степени операций в секунду) с дефектами (разные размеры, виды и количество), чтобы в 3[/FONT][FONT="]D[/FONT][FONT="] представить и установить их потенциальное влияние на прочностные свойства в зависимости от воздействия нагрузок при длительной эксплуатации изделия. Далее подключились технологи, нквд (нер.конт.вн.деф.), металловеды, изготовители опытных образцов, испытатели…дело пошло и закончилось разработкой ТУ.. как-то так вкратце, т.е.[/FONT] [FONT="]"эти люди" вокруг вас…[/FONT]
[FONT="]P[/FONT][FONT="].[/FONT][FONT="]S[/FONT][FONT="]. с постом от swc выше полностью согласен, а мм кв. подберете уже после того…[/FONT]
Тут читаем, тут рыбу заворачиваем - может не получиться.Вообще-то эти раковины 100 лет простояли и еще 100 лет простоят.
Только наплавка там и работает.
Миллиметр в сторону, а там дыра. А как понять, это еще литье, или уже наплавка? Или это из литья в наплавку залезло?Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Перед наплавкой ВИК провести.Тут читаем, тут рыбу заворачиваем - может не получиться.
По сути все сводится к контролю слоя - если слой тоньше чем надо - "не годен".
так... так... так! это стало быть не наплавка!
двигаемся в сторону фразы: "заплавка дефектов отливок"
в технологической инструкции по ремонту литых крышек аппаратов воздушного охлаждения в разделе контроль - ясно пишут что при УЗК наплавленного материала следует использовать нормативный документ, по которому производилось основное литье. Далее вот - аналогичная фраза в: ОСТ 5.9137-83 "Заварка дефектов литья из стали и чугуна. Технические требования" А вот еще: гораздо более интересный документ - СТ ЦКБА 089-2010 "Арматура трубопроводная. Заварка дефектов отливок. Технические требования." - там таблица есть с нормами допустимости одиночных несплошностей...
интересно было б наверно посмотреть ещё: РД РТМ 26-339-79 "Заварка дефектов отливок из углеродистой стали", но его у меня нет. И на что он заменен - не знаю. Может есть у кого? яб поимел...
двигаемся в сторону фразы: "заплавка дефектов отливок"
в технологической инструкции по ремонту литых крышек аппаратов воздушного охлаждения в разделе контроль - ясно пишут что при УЗК наплавленного материала следует использовать нормативный документ, по которому производилось основное литье. Далее вот - аналогичная фраза в: ОСТ 5.9137-83 "Заварка дефектов литья из стали и чугуна. Технические требования" А вот еще: гораздо более интересный документ - СТ ЦКБА 089-2010 "Арматура трубопроводная. Заварка дефектов отливок. Технические требования." - там таблица есть с нормами допустимости одиночных несплошностей...
интересно было б наверно посмотреть ещё: РД РТМ 26-339-79 "Заварка дефектов отливок из углеродистой стали", но его у меня нет. И на что он заменен - не знаю. Может есть у кого? яб поимел...
Вложения
Поручили написать технологическую инструкцию УЗК наплавленного слоя (обычная ферритная сталь) бочки валка раскатного стана. Толщина 8-10 мм. Написание инструкций на предприятии имеет строгий регламент. Согласно ему обязательно должны быть ссылочные НТД и нормы. Скажите, можно ли предложить БЦО 3 мм и сослаться на методику ISO 17640 (сварные швы). Позаимствовать тамошний подход оценки по амплитуде и условной протяженности дефектов, согласовать в установленном порядке, так сказать? Корректен ли подобный подход?
Поручили написать технологическую инструкцию УЗК наплавленного слоя (обычная ферритная сталь) бочки валка раскатного стана. Толщина 8-10 мм. Написание инструкций на предприятии имеет строгий регламент. Согласно ему обязательно должны быть ссылочные НТД и нормы. Скажите, можно ли предложить БЦО 3 мм и сослаться на методику ISO 17640 (сварные швы). Позаимствовать тамошний подход оценки по амплитуде и условной протяженности дефектов, согласовать в установленном порядке, так сказать? Корректен ли подобный подход?
не-е-ет. не можете. Как это вы собрались наплавку по стандарту для сварных швов проводить?
Если уж так хочется сослаться, то вот в ISO 15614-7:2016 "Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 7: Overlay welding" (на наплавку) в разделе "неразрушающий контроль" прямо указано что УЗК следует проводить по ISO 17405:2014 "Non-destructive testing — Ultrasonic testing — Technique of testing claddings produced by welding, rolling and explosion"
(в приложении оба - может поможет?)
Вложения
Немного не понятно, 14705 дает только методику, а критерии оценки
нет?
В 15614 судя по таблице УЗК не распространяется на наплавку, а только на антикоррозионный слой.
И в этом случае неясны критерии 15614 по УЗК из таблицы.
нет?
В 15614 судя по таблице УЗК не распространяется на наплавку, а только на антикоррозионный слой.
И в этом случае неясны критерии 15614 по УЗК из таблицы.
Вложения
AlexSinara
Профессионал
- Регистрация
- 20.07.2015
- Сообщения
- 883
- Реакции
- 564
Поручили написать технологическую инструкцию УЗК наплавленного слоя (обычная ферритная сталь) бочки валка раскатного стана
[FONT="]Коллега, что раскатывают на стане и почему именно узк наплавленного слоя бочки… [/FONT]
а критерий оценки нужно искать в профильном документе.
например сосуд под давление в EN 13445-5 это раздел, касающийся контроля. дает таблицу объемом контроля и критериями и ссылку на ISO 15614.
на трубы EN 13480 также имеет свои. а сошлется на тот же 15614. так что нужно начинать раскручивать ниточку с исходного стандарта на изделие. или на ремонт собственно ...
например сосуд под давление в EN 13445-5 это раздел, касающийся контроля. дает таблицу объемом контроля и критериями и ссылку на ISO 15614.
на трубы EN 13480 также имеет свои. а сошлется на тот же 15614. так что нужно начинать раскручивать ниточку с исходного стандарта на изделие. или на ремонт собственно ...
Коллега, что раскатывают на стане и почему именно узк наплавленного слоя бочки…
Дык трубы диаметром от 42 до 204 стенка 3.5 до 35 (примерно).
Трещит наплавка, а отсюда и все вытекающие следствия. Все дефекты фиксируются УЗК отлично. Только чувствительность ставим высокой, так как нету объективных норм. собственно почему топик и родился.
Похожие темы
- Ответы
- 6
- Просмотры
- 593
- Ответы
- 29
- Просмотры
- 2K
- Ответы
- 1
- Просмотры
- 325
- Ответы
- 0
- Просмотры
- 419
Поделиться: