Доброго времени суток уважаемые форумчане.
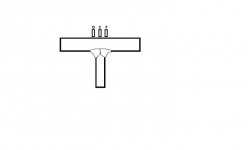
Возникла такая ситуация. Заказчик требует проводить контроль таврового сварного соединения с полным проваром (эскиз прилагается), по схеме, которая нарисована на эскизе. по ГОСТ Р ИСО 17640-2016. П 10.2. способ 2. АРД(DGS). Аппарат А1214 Эксперт. ПЭП 112-2,5-12. Аппарат упорно отказывается показывать эквивалентную площадь при работе с прямым преобразователем. Заказчик просит найти любой ГОСТ, который можно использовать в это случае. т. е. вставить в заключение вместо вышеприведенного. подскажите пожалуйста, что можно сделать. в ГОСТ 14782-86, про прямые преобразователи вообще ни слова нет!
Возникла такая ситуация. Заказчик требует проводить контроль таврового сварного соединения с полным проваром (эскиз прилагается), по схеме, которая нарисована на эскизе. по ГОСТ Р ИСО 17640-2016. П 10.2. способ 2. АРД(DGS). Аппарат А1214 Эксперт. ПЭП 112-2,5-12. Аппарат упорно отказывается показывать эквивалентную площадь при работе с прямым преобразователем. Заказчик просит найти любой ГОСТ, который можно использовать в это случае. т. е. вставить в заключение вместо вышеприведенного. подскажите пожалуйста, что можно сделать. в ГОСТ 14782-86, про прямые преобразователи вообще ни слова нет!