а я и не рассказывал. сделали контрольный образец. распилили, сделали микрошлиф. проверили на твердость. все в пределах нормы. послали в Германию результаты. те одобрили. так-что никакого колхоза к сожалению для некоторых нет. все в пределах процедуры сварки. причем, если правильно выверить эту процедуру, никаких проблем после сварки не возникает.
ну сварка то нас касается вскользь, а вот контроль такого соединения должен же нам быть понятен. и заказчику тоже.
смотрите.
1. когда шов предполагает конструктивный непровар, а вы факультативно взялись контролировать наличие несплавления по полке (в месте конструктивного непровара) и оценивать его с помощью АРД, то это можно расценивать как действие направленное на получение более высокого качества. контроль в принципе не предполагался, а вы его начали проводить (за сваи деньги), конечно, заказчик это воспримет как хорошее известие и засчитает вам плюс.
2. в начале вы говорили о
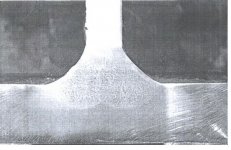
Возникла такая ситуация. Заказчик требует проводить контроль таврового сварного соединения с полным проваром (эскиз прилагается), по схеме, которая нарисована на эскизе. по ГОСТ Р ИСО 17640-2016. П 10.2. способ 2. АРД(DGS).
так вот здесь вопросы. эти вопросы мы раньше обсуждали. я, например, не понял вашей затеи. по стандарту 17640 контроль проводится не так, у вас только часть требуемого 17640. вы несколько путано пишите про соответствие требованиям госта (или инструкции), но имени этого НТД не раскрываете. это ваше дело, но поскольку я тоже занимаюсь УЗК мне стало интересно что это за инструкция такая, где прописано 2,5 МГц. и самое непонятное для меня- почему из всех кромок для контроля выбрали только одну? соединение с полным проваром значит должно быть что то типа 17640, который обеспечивает контроль всех кромок.
Если я инспектор, то я же должен разобраться и в формальном и фактическом состоянии дел, поэтому заданные здесь вопросы всплывут, а вы на них не отвечаете. понятно, что хороших и ясных ответов у вас, возможно, нет, но все одно не стоит упускать возможность потренироваться с ответами. форум в отличии от заказчика в этом отношении безобиден.