Re: УЗК малых толщин
А как отделить непровар от провиса обратного валика- находятся в одном месте. если доступ к обратной стороне есть, то проще, а вот когда нет?
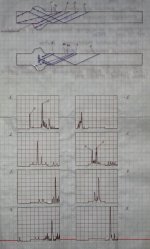
clscim7190 написал(а):Малые толщины контролирую систематически. В основном определяются непровары - бич сварщиков. Для контроля стыковых св. швов изготовил специальный указатель (крепится к ПЭП). Указатель выдвигается на определенную (расчетную) длину от точки выхода. Сравнивая положение пика на ЭЛТ с местом сварного шва на которое указывает указатель ПЭП достаточно легко определить непровар в центре шва и по крайней мере определить участки заслуживающие особого внимания.
А как отделить непровар от провиса обратного валика- находятся в одном месте. если доступ к обратной стороне есть, то проще, а вот когда нет?
") ) и четкость сигнала хуже (больше шума будет от провиса). Хотя конечно, бесспорно, УЗК малых толщин - самая заковыристая работа (и самая высокооплачиваемая должна быть).
) и четкость сигнала хуже (больше шума будет от провиса). Хотя конечно, бесспорно, УЗК малых толщин - самая заковыристая работа (и самая высокооплачиваемая должна быть).