А вот так, чтобы провис не мешал, а помогал выявить дефект на практике бывает? В лучевом-то приближении много всяких схем нарисовать можно...Сказал сразу - спиливайте усиления, проконтролирую
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Помогите разобраться с сигналом в св. швах!
- Автор темы ForCon
- Дата начала
Ответить
Примерно в 90-е годы РАО ЕЭС решило уменьшить число аварийных остановов котлов по причине разрывов поверхностей нагрева возле сварных стыков. Чтобы "искоренить провис", который создает турбулентность потока внутри трубы, что вызывает перегрев металла за стыком по ходу среды, запретили сварку корня РДС. Обязали применять аргон. Естественно, нахлебались в переходный период, пока освоили технологию, потом, вроде, ситуация с аварийными остановами получше стала. Хотя, при неправильной сборке, и аргоном провисы лепят не хуже чем ручником
У по прибору 21,2 мм, итого, 2*12-21,2=2,8 мм от поверхности ввода.
Второй вариант, наверное, менее вероятный - несплавление с кромкой у поверхности.
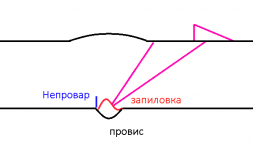
Ошибка координат может быть вызвана неосевым отражением. В этой теме я рисовал картинку для непровара и провиса, но разницы особой нет. Попробуйте сами нарисовать ход осевого луча и лучей в пределах диаграммы
Y - отраженный. Прибор не считает с 0 отраженный сигнал, даже если корректно выставлена толщина образца. 2003 г. прибор
Если смущает ширина облицовки, то да, сварщик навалил очень широкий валик
так пальпировал я именно ту зону, куда предполагаемо отражался сигнал. Т.е. основной металл. Валик не трогал.
Да, ВРЧ строилась. НО зарубка прямая и отраженная. На фото - ПЭП не подключен
Спасибо, учту на будущее. Не стал в этот раз отправлять точить усиление, так как они основной металл уродуют, что потом из за волнистости не контролепригоден становится образец.
Речь ведь о третьем критическом угле идет, правильно понимаю?
У нашего подрядчика на металлоконструкциях эти сварщики сами свои допускные пилят. Монтажники МК до сварных стыков вообще не допускаются, потому что после них можно переваривать стык. Разве что до зачистки шлифмашинкой с корщеткой) Вообще практически не попадались монтажники МК, которые могут привести ВИК стыка в порядок или нормально дефект вскрыть. Максимум - болты крутить на сборных конструкциях. Монтажники ТТ в этом отношении пограмотней
Да, согласен. Сварщики "трубники" берут малые УШМ максимум когда заходы надо себе сделать после окончания электрода на корне.

Там ведь, как понимаю, был не только "формальный контроль", но и желание "разобраться".
Можно вопрос и по-другому: может ли спиливание обратного валика убирать сигнал не только от него, но и от несплошности, расположенной в ( пусть будет как у супостата) зоне интереса?
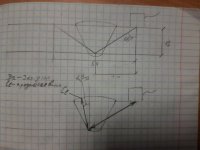
это отражение от валика усиления, но с трансформацией поперечной в продольную. нарисовал примерную модель, вся геометрия, примерно, как у вас на фото. думаю с рисунком разберетесь.Господа, помогите разобраться новичку.
Вложения
Не встречал случаев, чтобы мощный мешающий сигнал в зоне интереса помогал выявлять расположенные рядом с ним сигналы от несплошностей. Тут обычный вопрос - разрешается или нет полезный сигнал на фоне мешающего. Иное дело - конструктивный отражатель, заведомо не мешающий выявлению дефекта на его фоне. Просто, если прописан какой-то вид контроля, к нему и требования соответствующие должны быть указаны. Если мы о провисах, давайте попробуем открыть ГОСТы по сварке. Для нашего любимого С17, провис регламентируется только в одном из трех, да и то, маленький, который вряд ли будет сильно мешать УЗК. Случай, который я упоминал в #14 достаточно тривиальный. Хорошая бригада варила трубу 630х8 и всё было ровно - единичные ремонты на несколько десятков стыков. Потом участок 630х8 закончили и стали варить 530х7 с такой же сборкой. А в 16037 заглянуть? Уменьшили зазор, и всё опять пошло ровно.А вот так, чтобы провис не мешал, а помогал выявить дефект на практике бывает?
Примерно в 90-е годы РАО ЕЭС решило уменьшить число аварийных остановов котлов по причине разрывов поверхностей нагрева возле сварных стыков. Чтобы "искоренить провис", который создает турбулентность потока внутри трубы, что вызывает перегрев металла за стыком по ходу среды, запретили сварку корня РДС. Обязали применять аргон. Естественно, нахлебались в переходный период, пока освоили технологию, потом, вроде, ситуация с аварийными остановами получше стала. Хотя, при неправильной сборке, и аргоном провисы лепят не хуже чем ручником
Встречался с подобным многократно. И с трансформацией и без. Отличаются координатами, но оба случая пальпируются по усилению шва. А тутэто отражение от валика усиления, но с трансформацией поперечной в продольную.
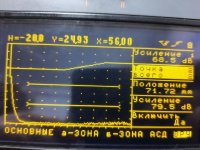
И еще, Alex Alex Sander, поясните, пожалуйста, на картинке У=21,20. Так? А толщина 12. А какой угол скоса кромок?На пальпирование не реагирует.
Х по прибору 47 мм, по линейке до дальнего края валика 30 + стрела 10;стрела 10 мм (прибор стрелу не считает)
У по прибору 21,2 мм, итого, 2*12-21,2=2,8 мм от поверхности ввода.
Предполагаю, возможен сигнал от наплыва, под валиком. Да и вид у валика похожий, "наплывистый" - без плавного перехода к основному металлу. Просто чуть спилите валик по ширине и обеспечьте плавный переход в местах с сигналом, вглубь пока не пилите, только валик и посмотрите - ушел сигнал или нет.На пальпирование не реагирует
Второй вариант, наверное, менее вероятный - несплавление с кромкой у поверхности.
Ошибка координат может быть вызвана неосевым отражением. В этой теме я рисовал картинку для непровара и провиса, но разницы особой нет. Попробуйте сами нарисовать ход осевого луча и лучей в пределах диаграммы
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
И еще, Alex Alex Sander, поясните, пожалуйста, на картинке У=21,20. Так? А толщина 12. А какой угол скоса кромок?
Y - отраженный. Прибор не считает с 0 отраженный сигнал, даже если корректно выставлена толщина образца. 2003 г. прибор
Если смущает ширина облицовки, то да, сварщик навалил очень широкий валик
Последнее редактирование:
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
А тут
так пальпировал я именно ту зону, куда предполагаемо отражался сигнал. Т.е. основной металл. Валик не трогал.
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
Если да, где точки этого ВРЧ?
Да, ВРЧ строилась. НО зарубка прямая и отраженная. На фото - ПЭП не подключен
Вложения

5264 С17 е=19 +/-2. По факту шире. КСС я бы по ВИКу браканул. А тип шва по факту какой? А с уширенным усилением вы до корня дотягиваетесь?Если смущает ширина облицовки, то да, сварщик навалил очень широкий валик
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
Тип по факту именно С17А тип шва по факту какой?
До корня дотягиваюсь. Были моменты с отражением от обратного валика, пальпированием уходили. Так что корень попадает в зону сканированияА с уширенным усилением вы до корня дотягиваетесь?
По 55724 осевым лучом попасть надо. Формально вы дотягиваетесь при стреле 10 и полуширине усиления 12. Но запаса совсем нет. Я бы не стал без запасаТак что корень попадает в зону сканирования
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
По 55724 осевым лучом попасть надо. Формально вы дотягиваетесь при стреле 10 и полуширине усиления 12. Но запаса совсем нет. Я бы не стал без запаса
Спасибо, учту на будущее. Не стал в этот раз отправлять точить усиление, так как они основной металл уродуют, что потом из за волнистости не контролепригоден становится образец.
К сожалению, ситуация очень распространенная. Многие нерадивые руководители слесарей за специалистов не считают. Типа "Сварщик - это да. А слесарь -чЁ там. Возьмем любого с улицы, будем платить чуть. Уйдет - не жалко, нового тут же найдем". Когда такие пильщики, которыми почему-то даже мастера не занимаются, засохатят несколько стыков без возможности простого ремонта, начальники начинают крайнего искать. А в зеркало посмотреть - не судьба:angle-grinder:Не стал в этот раз отправлять точить усиление, так как они основной металл уродуют,
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
это отражение от валика усиления, но с трансформацией поперечной в продольную. нарисовал примерную модель, вся геометрия, примерно, как у вас на фото. думаю с рисунком разберетесь.
Речь ведь о третьем критическом угле идет, правильно понимаю?
Вложения
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
слесарей за специалистов не считают.
У нашего подрядчика на металлоконструкциях эти сварщики сами свои допускные пилят. Монтажники МК до сварных стыков вообще не допускаются, потому что после них можно переваривать стык. Разве что до зачистки шлифмашинкой с корщеткой) Вообще практически не попадались монтажники МК, которые могут привести ВИК стыка в порядок или нормально дефект вскрыть. Максимум - болты крутить на сборных конструкциях. Монтажники ТТ в этом отношении пограмотней
Если сварщик много пилит, он в этот день уже не сварщикУ нашего подрядчика на металлоконструкциях эти сварщики сами свои допускные пилят
Alex Alex Sander
Профессионал
- Регистрация
- 15.01.2021
- Сообщения
- 568
- Реакции
- 196
Если сварщик много пилит, он в этот день уже не сварщик
Да, согласен. Сварщики "трубники" берут малые УШМ максимум когда заходы надо себе сделать после окончания электрода на корне.
epoch4
Профессионал
- Регистрация
- 20.11.2012
- Сообщения
- 636
- Реакции
- 212
Начнем с конца.

Пренебрегаем всякими граничными явлениями, смотрим геометрически. Для совмещённого ПЭП высота падения-отражения от обратного валика приблизительно 1,1 мм, для СП5 высота падения 1,1 мм, высота отражения 0,5 мм. Это к ответу на вопрос 1)
Предисловие. Как минимум, ваш случай не соответствует С-17 ГОСТ 16037-80, где для шестёрки ширина сварного соединения минимум 11 мм. И, в принципе, в вашем случае здесь должен быть непровар. Ну да ладно, в умелых руках может быть и провис. Итак, ширина 8 мм, толщина 6 мм, ширина обратного валика около 3 мм. Увеличим всё это дело в десять раз, с сохранением пропорций.если бы я верил на слово... вот я нарисовал два случая
Пренебрегаем всякими граничными явлениями, смотрим геометрически. Для совмещённого ПЭП высота падения-отражения от обратного валика приблизительно 1,1 мм, для СП5 высота падения 1,1 мм, высота отражения 0,5 мм. Это к ответу на вопрос 1)
Опять же, для совмещённого ПЭП не всё так однозначно. Провис, в конце концов, заканчивается закруглением. Совмещённый ПЭП, особенно с малой стрелой, может заглянуть и поглубже и узреть неизбежное.Вот есть место с провисом, СП5, провис такой конфигурации, что отражает прямо на приемный ПЭП СП5, на экране сигнал в гору. Ставим на то же место совмещенный ПЭП на 75 градусов, провис всё так же отражает на приемный ПЭП СП5, на 20 мм дальше совмещенного ПЭП, сигнала на экране нет.
Как часто такие объекты у вас на контроле?если толщина меньше 6 мм, то только рентген
Вопрос вызван скорее более подробным описанием в #34.Там вы дважды про непровары:Случай, который я упоминал в #14 достаточно тривиальный
вот и создалось ощущение, что кто-то кроме вас сомневался в том, что сигнал дает только провис)Непроваров в тех швах не было ... Ну не было там непроваров...
Там ведь, как понимаю, был не только "формальный контроль", но и желание "разобраться".
Можно вопрос и по-другому: может ли спиливание обратного валика убирать сигнал не только от него, но и от несплошности, расположенной в ( пусть будет как у супостата) зоне интереса?
:mocking: От квалификации запиловщика зависит. С одной стороны замаскировать можноМожно вопрос и по-другому: может ли спиливание обратного валика убирать сигнал не только от него, но и от несплошности, расположенной в ( пусть будет как у супостата) зоне интереса?
Вложения
Поделиться: