Колян2
Дефектоскопист всея Руси
Реалист!И не артист- авантюрист,как... не будем некультурно показывать пальцомЮморист, однако!
Реалист!И не артист- авантюрист,как... не будем некультурно показывать пальцомЮморист, однако!
Мне один раз доводилось делать УК аустенитке. Но я намучился однако. повезло. что толщины были 5 мм. Делали образец из той же марки стали и той же партии и плавки. При том, что при сварке соединений поперечных и продольных, результаты получались разные. Я зарекся после этого несвязываться с аустеникой, т.к. по времени и соответственно по деньгам ушел в "0".Здесь есть длинннннная ветка про попытки контроля аустенитных сварных швов. Почитайте. Если вкратце, там даже при соблюдении одинаковых режимов сварки есть непредсказуемость акустических свойств НМ и ЗТВ и очень неопределенно, как поменяется направление волны и как она затухнет. А если делать контроль полузаполненного шва, а затем законченного, сходимости результатов может не быть от слова ваащпе. На чернушке таких чудес нет
Дополнительный контроль - это нормальная практика для отработки режимов и обеспечения качества. Кстати, РК частично заполненных швов тоже делали. Но быстро перестали. Основными дефектами тогда были несплавления с кромками, а ручной УЗК, при условии выбора угла ПЭП, когда ось перпендикулярна кромке, выявлял несплавления лучше РК. А вот с ФР были нюансы по пропускам дефектовЗначит, это обосновывалось на целесообразности ??!!
Но блин..... сварщих должен был идеально выдерживать геометрию сварного шва ?!!!Дополнительный контроль - это нормальная практика для отработки режимов и обеспечения качества. Кстати, РК частично заполненных швов тоже делали. Но быстро перестали. Основными дефектами тогда были несплавления с кромками, а ручной УЗК, при условии выбора угла ПЭП, когда ось перпендикулярна кромке, выявлял несплавления лучше РК. А вот с ФР были нюансы по пропускам дефектов
А у кого халат-тот и доктор!Я-диагност,всё логично...Обоснуй?!
Аналогично в Ваш адрес - только пиз*дёж, но не по теме!
Одно и тоже --- один базар-вокзал, стабилити!Реалист!И не артист- авантюрист,как... не будем некультурно показывать пальцом
Совсем не обязательно. Посмотрите на ваши красивые рисунки, проанализируйте. Там же есть хорошие опорные сигналы. Только поверхность делали вогнутой, слегка "размазывали" по кромкам. И большие неровности запиливали. И трубы с фасониной были не подарок - местами с разнотолщинностью, которую местно запиливали под примерно не более 15 гр. и контролировали внутреннее смещение при сборке. Вот в этих местах был гемор с расшифровкой сигналовНо блин..... сварщих должен был идеально выдерживать геометрию сварного шва ?!!!
"...Зачем вы придумываете велосипед ?! Намного проще проводить послойный контроль с применением МК или ПВК...". РИшат, полностью с Вами согласен. Но почему никто не рисует схему прозвучивания, чтобы показать, что в этом случае получится?Зачем вы придумываете велосипед ?! Намного проще проводить послойный контроль с применением МК или ПВК. Заварили корень, вычистили и провели МК (ПВК). Нет дефектов. пошли дальше заваривать. Я вчера пробовал сделать послойный контроль УК. Но немного по другому: при ТД выявил дефекты на сосуде с толщиной стенки 32 мм на глубинах от 14 до 30 мм. Монтажники выбрали металл на глубину до 30 мм. Я решил сделать УК и увидал дефекты, как от непроваров, чем по факту и является такое соединение в таком виде.
Воооот, с этого и надо было начинать. "Так и я так могу...(с)". Но опять же какие затраты ??!Только поверхность делали вогнутой, слегка "размазывали" по кромкам. И большие неровности запиливали. И трубы с фасониной были не подарок - местами с разнотолщинностью, которую местно запиливали под примерно не более 15 гр. и контролировали внутреннее смещение при сборке. Вот в этих местах был гемор с расшифровкой сигналов
За что ни возьмусь, всё получатсяКак у вас получилось ?
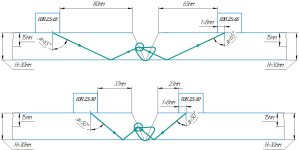
 ) - на заднюю, т.е., через НМ. С передней границей зоны сканировани - не такие явные маркеры. Если возникают непонятки с обратным валиком, проще поелозить малым углом - 45...50. Супостаты вбили контроль тремя ПЭП - 70, 60 и 45 - дж. набор. Но нонсенс для кромки 25 гр. 70 и 60 не стреляет, добавили 65. Потом мы немного забили на 70 и 60 - не ловили они ничего. Сварка такая: два корневых слоя аргоном, далее - п/а. Технологически наиболее вероятны несплавления в надкорневой зоне - первый - второй п/а слои. Собственно, там и находили при контроле 1/2. Потом, когда убрали контроль 1/2, на готовых швах немного попадались такие несплавления, но из-за небольшого % брака никто не предлагал вернуть промежуточный контроль. Единичные дефекты проще выбрать и отремонтировать готовое, чем останавливать сварку на полпути
) - на заднюю, т.е., через НМ. С передней границей зоны сканировани - не такие явные маркеры. Если возникают непонятки с обратным валиком, проще поелозить малым углом - 45...50. Супостаты вбили контроль тремя ПЭП - 70, 60 и 45 - дж. набор. Но нонсенс для кромки 25 гр. 70 и 60 не стреляет, добавили 65. Потом мы немного забили на 70 и 60 - не ловили они ничего. Сварка такая: два корневых слоя аргоном, далее - п/а. Технологически наиболее вероятны несплавления в надкорневой зоне - первый - второй п/а слои. Собственно, там и находили при контроле 1/2. Потом, когда убрали контроль 1/2, на готовых швах немного попадались такие несплавления, но из-за небольшого % брака никто не предлагал вернуть промежуточный контроль. Единичные дефекты проще выбрать и отремонтировать готовое, чем останавливать сварку на полпутиНу и любите вы заморочиться.... 4 разными ПЭП один св.шов звучить. это же надо настройки менять, на НО перепроверять.....За что ни возьмусь, всё получатся
Ну, 65 гр.
80 мм - это конец зоны сканирования и опорный сигнал от кромки, всё, дальше не оттягиваем. Только приближаем к шву. В отраженном луче - основное внимание на переднюю кромку, в прямом (не нарисовали
Не мы такие, жизнь такая. Почитайте Толстого, Отец Сергий. Про обряд послушания. Как послушнка заставляли капустку листиками вниз, корешками вверх сажатьНу и любите вы заморочиться....
Главное. чтобы Это оценили и оплатили соответственно.Не мы такие, жизнь такая. Почитайте Толстого, Отец Сергий. Про обряд послушания. Как послушнка заставляли капустку листиками вниз, корешками вверх сажать
Когда коту делать нечего, он, работая в отдельных учреждениях, начинает заниматься всякой хернёй.
Обряд послушания (почти) пройденГлавное. чтобы Это оценили и оплатили соответственно.

Именно, но под углом изначально безкосячной сварки, дабы не ремонтировать толщину хоть сто, хоть восемь. И дефектоскопистам не корпеть над лесом левых индикацией из-за халтурной сварки-сборки.вы смотрите со стороны проведения НК, а рассматривать надо основной цикл изготовления изделия --- сборка, сварка
"Классика" побеждала?А вот с ФР были нюансы по пропускам дефектов
Изначально было видно.Я специалист по сварочному производству.
Хотите с помощью этого форума прессовать своих дефектоскопистов?Согласен.
Не скрывал этого.