Singelschucher
Специалист
- Регистрация
- 23.01.2015
- Сообщения
- 390
- Реакции
- 46
А я смотрю, на своём пути вы как-то на тупиковую ветвь эволюции свернули.к лестнице Ламарка
А я смотрю, на своём пути вы как-то на тупиковую ветвь эволюции свернули.к лестнице Ламарка
проверьте размеры зарубок и соответствие паспорту по допускам, в т.ч. перед контролем.
в паспортахГде допуски посмотреть можно?
Именно – см. файл.в паспортах
Стройте ВРЧ. Какой прибор? Желательно увидеть ваш СОНашёл, спасибо. А как настраиваться? Там 2 отверстия и они не на той толщине, которую я буду контролировать.
Maratikus
И еще – терзают смутные сомнения – ваш документ, согласно сообщению №1 - СТО-ГК «Трансстрой»-005-2007 – и вы выбрали – БЦО – верно ли это? – может нужно – как на первом видео.
На первом видео – зарубки, а не отверстия.В итоге сделал ВРЧ, как в первом уроке. Делал по 4м точкам, по первому отверстию с двух сторон и по второму с двух сторон.
УЗК вы тип дефекта не определяете, поэтому про поры, трещины и другие страшные слова – пока забудьте. Ваше отверстие диаметром 2 мм – это не пора, а ИМИТАТОР дефекта.Только вот в нормативе написано что для толщины металла меньше 14мм недопустимы поры диаметром более 1мм, а в СОПе отверстие диаметром 2мм.
Тот же самый вариант – вы не ищите ПДО, зарубку, сегмент и т.д. – вы ищете НЕДОПУСТИМЫЙ дефект (даже в авиации есть доп. дефекты), который ИМИТИРУЕТ ПДО, зарубка, сегмент и т.д. Тип ИМИТАТОРА – выбирается из НД, которая распространяется на ваш ОК.мы настраивали только по плоскодонке и зарубке.
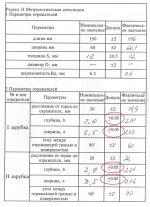
Есть такая буква. Вопрос с зарубками пока снимается. См. Приложения Е2 ÷ Е7 – проштудируйте из внимательно – это для вас ОСНОВЫ – ОСНОВ (на рисунке возле диаметра указано – h14 – полдня назад вы спрашивали про допуски – вот вам и ответ – по 14 квалитету – на удивление я оказался прав) параллельно с видео про A1212 MASTER.
По приведенному Вами паспорту несколько вопросов и пояснений. Толщина указана без десятых долей как в номинале, так и в фактически измеренном размере, хотя допуск указан +-0,5. Я бы перепроверил. Более жесткий допуск требует применения более точных средств измерения. Точность должна быть не хуже 1/3 допуска. Т.е. при допуске +-0,1 мм для измерения, например, ширины зарубки можно применить МПБ-3 на увеличении 48 и ц.д. 0,02 мм, а для +-0,05 его уже формально применить нельзя.Именно – см. файл.
Иногда это наводило на мысль, что метрологи-то свою работу не делали, а писАли от балды проходные значения.
Толщина указана без десятых долей как в номинале, так и в фактически измеренном размере, хотя допуск указан +-0,5.
Должны были быть. Не вижу никаких противоречий в паспорте СОПа. Одно из действий поверки – это снять с себя ответственность (страховка своего рода) – деньги оплачены …По-моему тут метрологов и не было.
Это, как раз, ничего не означает.Фактическая толщина – указана без десятых – значит соответствует номиналу – десятые не указаны.
"бьют-то не по паспорту"Не вижу никаких противоречий в паспорте СОПа.
Вероятно, паспорта от одного производителя. Меня, например, больше бы порадовали десятые в толщине, чем в длине и ширине.Перелистал с десяток паспортов на СО – указаны либо целые числа, либо с числом отличным от нуля поле запятой.
Должны, не значит что были. Вы, все-таки,измерьте для себя. Пусть даже Ваши СИ будут чуть хуже классом точности. Практически, для измерения ширины зарубки, хватит наиболее распространенного МПБ-2 с цд 0,05 мм. Для глубины зарубки - чуть поработать нужно. Кроме индикатора часового типа с опорой или на штативе понадобится соответствующий измерительный наконечник. Хорошо если Ваши СОПы покажут измеренные значения, соответствующие паспортным.Должны были быть.
Верно. Только часто эти понятия путают даже в НТД, например, в 606 РД.Что они назвали допуском - это предельные отклонения. А допуск - это число, алгебраическая разность м/у отклонениями. +0,5 - (-0,5) =1.
Вот тут и у меня путаница в голове. Разве не от отклонения (основного)?Вот от него и выбираем инструмент.
Вот тут и у меня путаница в голове. Разве не от отклонения (основного)?
Задача измерения отражателей не из области посадок. Мне попадались только симметричные отклонения.
Может знаете, откуда это? Постоянно сталкиваюсь с этой фразой в различных книгах, а с чего и откуда не сообщается. Есть ГОСТ 8.051-81. В зависимости от номинального размера и допуска определяется погрешность. И она не 1/3. Мне сдается, кто-то когда-то перепутал допуск с ценой деления, там есть такое соотношение. Пока для меня загадка.Точность должна быть не хуже 1/3 допуска.
Это как раз обозначает, что толщина/ширина/длина ЦЕЛЫЕ числа – без десятых.Это, как раз, ничего не означает.
Извините… тут вам не по железяку….гражданин НестИренко не имеет прав на наследство оставленное отцом у которого фамилия НестЕренко…..ШмелЁв и ШмелЕв – нужно доказывать, что это один и тот же гражданин…."бьют-то не по паспорту"
Думаю десятые на толщине – это ”жестковато”.Меня, например, больше бы порадовали десятые в толщине, чем в длине и ширине.
Так с зарубкой что не то? Или вы думаете, что кто-то – только честно – измеряет глубину зарубок поверенных образцов – На практике – НЕТ – только внешний осмотр на наличие/отсутствие повреждений.Практически, для измерения ширины зарубки, хватит наиболее распространенного МПБ-2 с цд 0,05 мм. Для глубины зарубки….