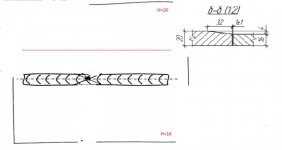
А по какой по-вашему надо вести оценку разнотолщинных швов 16/20? По большей, по 20мм?Да блин в какой нормативке написано данное трактование в стыковых соединениях!?
Для стыковых соединений нормы всегда выбираются по номинальной толщине листа/свариваемой детали.
::drinks:
НО ДЛЯ МЕНЯ ТО СЕЙЧАС ИМЕННО ЭТО И ИНТЕРЕСНО (разорваться :lol
И по сути получается и НТД и методы в полным обьеме не работают ИНОГДА - "а все боремся за почетное звание дома высокой культуры быта":lol:
СПАСИБО ВСЕМ ОГРОМНЕЙШЕЕ
Я вновь для себя понял лишь одно
Сколько специалистов столько и мнений
")
Методы как раз работают всегда. Почти. Другое дело сколько будет затрачено времени и ресурсов на поиск всех дефектов конкретным методом и насколько это будет целесообразно. Действующие НТД своего рода компромисс между выявляемостью, результатами и производительностью. С другой стороны если совсем нечем больше заняться, то можно шмурыгать шов хоть всеми доступными преобразователями до посинения. Будет катастрофически долго, но зато невероятно результативно. Правда "спасибо" за такое никто не скажет, т.к. производство устанет все дефекты исправлять, а заказчику всё обернётся сорванными сроками. Я утрирую конечно, но суть, думаю, донёс.