Вам такой документ знаком? ГОСТ 23858—2019. СОЕДИНЕНИЯ СВАРНЫЕ СТЫКОВЫЕ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ. Ультразвуковые методы контроля качества.
Конечно знаком, поэтому и пишу, что нет ультразвукового контроля сварных стыков арматуры:
Допустим
"....4.5 Контроль сварных стыковых соединений следует осуществлять зеркально-теневым методом
(см. рисунок 1).
Фланговые швы в стыковых соединениях, выполненных на стальных скобах-накладках (например, ванно-шовная сварка),
ультразвуковому контролю не подлежат..."
Хорошо, рассмотрим те, на которые ГОСТ распространяется:
1. Например, возьмем
"...5.5 Контактная поверхность наклонных преобразователей должна иметь цилиндрическую поверхность с радиусом, равным половине диаметра контролируемых стержней арматуры, и должна быть при
терта к гладкой цилиндрической поверхности стержня, определяемой наружным диаметром стержня
периодического профиля по ГОСТ 34028...."
А теперь вернемся чуть назад
"...
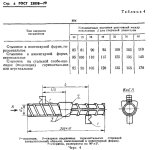
5.3 Для контроля стыковых соединений стержней следует использовать наклонные преобразователи (см. рисунок 1), параметры которых должны соответствовать приведенным в таблице 1. Проверку
параметров преобразователей следует проводить на мерах (калибровочных образцах) по ГОСТ 14782...
А Вы пробовали точку выхода и угол ввода притертых ПЭП проверять?
2. Допустим как-то решили проблему с проверкой угла ввода притертых ПЭП, переходим к контролю.
У нас зеркально-теневой метод двумя наклонными ПЭП, простые геометрические расчеты показывают, что расстояние между ПЭП должно быть удвоенный тангенс угла ввода помноженный на толщину.
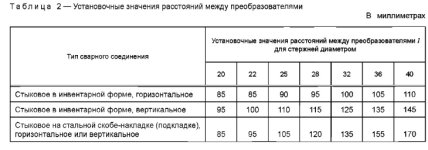
А теперь смотрим таблицу 2 (ГОСТ 23858-2019) и таблицу 4 (ГОСТ 23858-79)
Разницу между расстояниями видим? А методы разные теневой и зеркально-теневой Там в таблице и по 1979ому году вопросов много, но работаем по новой редакции, стыковое в инвентарной форме диаметр 40мм, берем два ПЭП 121-2,5-70, ставим на расстояние 110мм и? Донный увидим?
3. Можно много спорить про возможность вообще контроля сварных стыков зеркально-теневым методом, но обычно чувствительность ЗТМ настраивают на бездефектном участке в зоне основного металла. В ГОСТ 23858-2019 предлагают испытательный образец, а в практике ЗТМ (зеркально-теневой метод) известно, что случается когда на бездефектном сварном шве донный меньше , чем на идентичном дефектном....
 ))
))