не согласен. мне кажется наоборот. поэтому уткнувшись в проблему УЗК аустенита, в силу безысходности, решили потренироваться на менее сложном, а потом снова к аустениту. расслабляться не будем.Дык, уже не довел. Вон, до политики скатились, а политика - еще хуже и грязнее, чем УЗК аустенитных....
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
УЗК сварных соединений из нержавеющей стали.
- Автор темы Чума
- Дата начала
Ответить

Аустенит аустениту рознь.
Мне тут СО-3А из стали марки 12х18н10т (нержавеющая титаносодержащая сталь аустенитного класса) изготовили.
ПЭП 121-2,5-70, дефектоскоп УСД-50:
сигнал от СО-3 (сталь 20) и СО-3А отличаются на 1 дБ, скорость поперечной волны измеренная по разнице между первым и третьим отражением 3240м/с (СО-3) 3214м/с (СО-3А). Угол ввода не измерял, но попрошу из одного куска СО-3А и СО-2А сделать.....
Образец СО-3А не магнитится, похоже на нержавейку....
Я не уверен, что это именно 12х18н10т, так в сертификате написано....
Образец СО-3А представляет собой половину шайбы диаметром 110мм и толщиной 30мм...
Прогнать я могу для наклонного ПЭП только по разнице между первым и третьим отражениями от вогнутой цилиндрической поверхности....Менял положение ПЭП на 180 градусов, практически ничего не менялось....
Просто я вот людей заставил изготовить стандартный образец из материала объекта контроля, рассказывая примерно все то же самое что Вы написали, и получил интересный результат....
 ))
))
Это понаехавшие виноваты....))

Бардак устроили демократы в феврале 1917ого, Ильич воспользовался ситуацией....
поэтому за контроль именно аустенитных швов следует браться с большой оглядкой и только в крайних случаях.
Между не слышали и не используют есть очень большая разница....
2. Вот Вы пишете про 100 мм, а у меня трехкратноотраженный от вогнутой цилиндрической поверхности СО-3А (радиус 55мм) практически не отличается от аналогичного в СО-3
И кажется, конструкция противоречит ФНП ОИД, если, конечно, она под избыточным давлением
1. что за ПЭП при контроле?
2. Вот с одной стороны вы сигнал видите, а с другой? Если вы наблюдаете сигналы с двух сторон, то надо разбираться- или кабеля сматывать или там, действительно, дефект.
3. Если шов не шумит и сильной анизотропией не обладает (все это проверить можно), то никакого сигнала на глубине 4,6 мм вы обнаруживать не должны. можно, конечно, видеть отражение от угла "уса" или подкладки, но это нужно сообразить по месту. В принципе для угла в 70 градусов угловой отражатель на глубине 8 мм можно увидеть по глубиномеру как 4 мм. Поэтому надо сначала с большим сигналом разобраться, а потом уже с маленькими. Значит так, вот этот большой сигнал принципиально можно увидеть только с одной стороны, а с другой ничего не должно быть. Если сигнал есть, то два варианта- или шов не контролепригоден или плохо сварен. ну а маленькие сигналы это уже следующий этап, с чувствительностью нужно разбираться.
даже со снятым усилением
(101,5-95)/2 = 3,25 мм. Вот и вся толщина шва, а не 6, как ТС написал. Возможно, 6 - толщина стенки, но не шва. О каком УЗК можно серьезно говорить, когда провар в полстенки?

Kaktus_SPb
Дефектоскопист всея Руси
не согласен. мне кажется наоборот. поэтому уткнувшись в проблему УЗК аустенита, в силу безысходности, решили потренироваться на менее сложном, а потом снова к аустениту. расслабляться не будем.
Аустенит аустениту рознь.
Мне тут СО-3А из стали марки 12х18н10т (нержавеющая титаносодержащая сталь аустенитного класса) изготовили.
ПЭП 121-2,5-70, дефектоскоп УСД-50:
сигнал от СО-3 (сталь 20) и СО-3А отличаются на 1 дБ, скорость поперечной волны измеренная по разнице между первым и третьим отражением 3240м/с (СО-3) 3214м/с (СО-3А). Угол ввода не измерял, но попрошу из одного куска СО-3А и СО-2А сделать.....
Образец СО-3А не магнитится, похоже на нержавейку....
12х18н10т говоришь... а чье производство? Какая была толщина куска из которого изготовили? От этого зависит качество проката и термообработки.
Вообще данную марку нормального качества достаточно сложно изготовить. Последние лет 10 она хорошо идёт на Волгоградском Красном Октябре. Но у них идет в листах, если не ошибаюсь до 30 мм хорошо, а вот выше не столь стабильно. В кругах и квадратах до 210 хорошая идёт, выше опять не столь стабильно.
У остальных, чаще всего хуже. Хотя могут выдавать очень хорошие партии некоторые заводы, тот же Златоуст последние годика три может выдать очень приличные партии, но у них до 15 мм лист, и до 120 мм круг хорошо, далее не столь хорошо.
От качества проката и термообратоки в данной марке может зависеть качество структуры металла. Причем значительно, вплоть до изменения скорости на 10 %. И это на участке в 200 мм.
Так что прогоните измерение скорости на образце и с разных сторон сначала.
Вообще данную марку нормального качества достаточно сложно изготовить. Последние лет 10 она хорошо идёт на Волгоградском Красном Октябре. Но у них идет в листах, если не ошибаюсь до 30 мм хорошо, а вот выше не столь стабильно. В кругах и квадратах до 210 хорошая идёт, выше опять не столь стабильно.
У остальных, чаще всего хуже. Хотя могут выдавать очень хорошие партии некоторые заводы, тот же Златоуст последние годика три может выдать очень приличные партии, но у них до 15 мм лист, и до 120 мм круг хорошо, далее не столь хорошо.
От качества проката и термообратоки в данной марке может зависеть качество структуры металла. Причем значительно, вплоть до изменения скорости на 10 %. И это на участке в 200 мм.
Так что прогоните измерение скорости на образце и с разных сторон сначала.
aleksei812
Бывалый
- Регистрация
- 13.08.2014
- Сообщения
- 133
- Реакции
- 39
Часто контролируем поковки из 08X18Н10Т и 12Х18Н10Т трудностей особых не возникает. На глубине 250мм прямым ПЭП 2.5 МГц Sэкв=5мм2 можно вполне реализовать. Наклонным поменьше.
Затухание в среднем ~ 0.02 дБ/мм. Скорость вроде и должна быть немного меньше чем в обычной стали, по справочникам по крайней мере так.
Затухание в среднем ~ 0.02 дБ/мм. Скорость вроде и должна быть немного меньше чем в обычной стали, по справочникам по крайней мере так.
Последнее редактирование:
Kaktus_SPb
Дефектоскопист всея Руси
12х18н10т говоришь... а чье производство? Какая была толщина куска из которого изготовили? От этого зависит качество проката и термообработки.
Вообще данную марку нормального качества достаточно сложно изготовить. Последние лет 10 она хорошо идёт на Волгоградском Красном Октябре. Но у них идет в листах, если не ошибаюсь до 30 мм хорошо, а вот выше не столь стабильно. В кругах и квадратах до 210 хорошая идёт, выше опять не столь стабильно.
У остальных, чаще всего хуже. Хотя могут выдавать очень хорошие партии некоторые заводы, тот же Златоуст последние годика три может выдать очень приличные партии, но у них до 15 мм лист, и до 120 мм круг хорошо, далее не столь хорошо.
От качества проката и термообратоки в данной марке может зависеть качество структуры металла. Причем значительно, вплоть до изменения скорости на 10 %. И это на участке в 200 мм.
Так что прогоните измерение скорости на образце и с разных сторон сначала.
Я не уверен, что это именно 12х18н10т, так в сертификате написано....
Образец СО-3А представляет собой половину шайбы диаметром 110мм и толщиной 30мм...
Прогнать я могу для наклонного ПЭП только по разнице между первым и третьим отражениями от вогнутой цилиндрической поверхности....Менял положение ПЭП на 180 градусов, практически ничего не менялось....
Просто я вот людей заставил изготовить стандартный образец из материала объекта контроля, рассказывая примерно все то же самое что Вы написали, и получил интересный результат....
Kaktus_SPb
Дефектоскопист всея Руси
У нас с Вами питерская нержавейка. Со всем, что произведено в СПб проблем нет....Часто контролируем поковки из 08X18Н10Т и 12Х18Н10Т трудностей особых не возникает. На глубине 250мм прямым ПЭП 2.5 МГц Sэкв=5мм2 можно вполне реализовать. Наклонным поменьше.
Затухание в среднем ~ 0.02 дБ/мм. Скорость вроде и должна быть поменьше чем в обычной стали, по справочникам по крайней мере так.
))aleksei812
Бывалый
- Регистрация
- 13.08.2014
- Сообщения
- 133
- Реакции
- 39
Кроме аустенитных швовУ нас с Вами питерская нержавейка. Со всем, что произведено в СПб проблем нет....
Kaktus_SPb
Дефектоскопист всея Руси
Кроме аустенитных швов
Это понаехавшие виноваты....
))Колян2
Дефектоскопист всея Руси
Однозначно!Особенно понаехи из опломбированных вагонов!Такой бардак в Питере в своё время устроили!Это понаехавшие виноваты....
Kaktus_SPb
Дефектоскопист всея Руси
Андрей Яковлевич, Ильича не трожь!Однозначно!Особенно понаехи из опломбированных вагонов!Такой бардак в Питере в своё время устроили!
Бардак устроили демократы в феврале 1917ого, Ильич воспользовался ситуацией....
Колян2
Дефектоскопист всея Руси
Андрей Васильевич,не усугубляйте,уважаемый! Дык,Ильич-то счас в Москве...А бардак-повсеместно!И дерьмокрады...И никто никак этой ситуёвиной не воспользуется.Не могём,однако...Андрей Яковлевич, Ильича не трожь!
Бардак устроили демократы в феврале 1917ого, Ильич воспользовался ситуацией....
ЗадрапированныйДык,Ильич-то счас в Москве...
Колян2
Дефектоскопист всея Руси
Да и фиг с ним!Главное-в Москвеее!Задрапированный
это нормально. трудности возникают когда крупное зерно, в основном это литье. а самые большие трудности возникают в швах. происходит это из-за кристаллитов, которые вырастают в процессе сварки. вот эти кристаллиты дают сильную анизотропию. анизотропия является следствием того, что кристаллиты имеют разный угол наклона (например, к поверхности шва) по глубине. так формируется шов (физика такая из-за особенностей нагрева и теплоотвода). сами кристаллиты могут быть большими и тогда сильно рассеивают звук, получаем еще и большое затухание плюс структурный шум. вот в такой среде ультразвук распространяется очень сложно, во всяком случае не прямолинейно. всего может распространяться три квазиволны (продольная и две поперечных из-за различия вертикальной и горизонтальной поляризации, скорость волн зависит от направления и координат или положения в шве, т.е. в процессе распространения скорости меняются) в основном металле ничего такого нет, может быть только крупное зерно (тут от процессов зависит, нагреваем растет зерно, конечно, тоже есть отличие от черной стали, но во многих случаях контролируется нормально.)Часто контролируем поковки из 08X18Н10Т и 12Х18Н10Т трудностей особых не возникает.
поэтому за контроль именно аустенитных швов следует браться с большой оглядкой и только в крайних случаях.
12X18H10T и очень близкая к ней 08X18H10T очень интересные аустенитные марки.
Во-первых они нашей разработки и нашего производства, за рубежом такие не выпускаются.
Во-вторых они мягкие. Они имеют твердость меньше, чем С45 (или С4). Для нержавейки это вообще-то нонсенс. Производимые за рубежом нержавейки требуют, и это делается почти всегда, отпуск. Иначе высокая твердость. А высокая твердость приводит к сложностям при обработке и сварке, особенно для труб.
Кроме того, тот же Волгоградский Красный Октябрь имеет редкие станы, которые позволяют им катать круг до 350 мм в диаметре. Почти во всем мире данный диаметр делают только ковкой. А тут прокатом! Можно представить себе разница в себестоимости.
Правда данную нержавейку они делают до 250 мм, честно говоря, что на больших диаметрах у них проблемы с качеством в центральной части круга. Но(!) до диаметром 210 мм они гарантируют качество по УЗК по плоскодонке в диаметре 3 мм, на диаметре до 150 мм, по плоскодонке в диаметре 2 мм. И дают, проверял их продукцию неоднократно. И это они дают в прокате!
Данный металл в диаметре до 250 мм идет на трубы, чаще всего на атомку и нефтехимию. Агрессивную среду такая марка держит очень хорошо. А стоимость, при прокате ненамного выше простой С45. Выше, но не настолько как 304L или 306L.
А благодаря мягкости она куда как легче обрабатывается и сваривается.
Так, что я удивлен, что ж\д не слышали о данной марке.
А вот с чем может быть проблема при контроле данной марки, так это с наличием крупного зерна. При, скажем так, небрежной термообработке на толщинах 100 и более может вообще пропадать донный. Зерно может быть в 1 балл и более крупное.
Второе, на толщинах более 100 нельзя настраиваться на образцах на обычном металле. Особенно для плоскодонок в диаметр 3 мм и менее. Затухание начинает влиять.
Во-первых они нашей разработки и нашего производства, за рубежом такие не выпускаются.
Во-вторых они мягкие. Они имеют твердость меньше, чем С45 (или С4). Для нержавейки это вообще-то нонсенс. Производимые за рубежом нержавейки требуют, и это делается почти всегда, отпуск. Иначе высокая твердость. А высокая твердость приводит к сложностям при обработке и сварке, особенно для труб.
Кроме того, тот же Волгоградский Красный Октябрь имеет редкие станы, которые позволяют им катать круг до 350 мм в диаметре. Почти во всем мире данный диаметр делают только ковкой. А тут прокатом! Можно представить себе разница в себестоимости.
Правда данную нержавейку они делают до 250 мм, честно говоря, что на больших диаметрах у них проблемы с качеством в центральной части круга. Но(!) до диаметром 210 мм они гарантируют качество по УЗК по плоскодонке в диаметре 3 мм, на диаметре до 150 мм, по плоскодонке в диаметре 2 мм. И дают, проверял их продукцию неоднократно. И это они дают в прокате!
Данный металл в диаметре до 250 мм идет на трубы, чаще всего на атомку и нефтехимию. Агрессивную среду такая марка держит очень хорошо. А стоимость, при прокате ненамного выше простой С45. Выше, но не настолько как 304L или 306L.
А благодаря мягкости она куда как легче обрабатывается и сваривается.
Так, что я удивлен, что ж\д не слышали о данной марке.
А вот с чем может быть проблема при контроле данной марки, так это с наличием крупного зерна. При, скажем так, небрежной термообработке на толщинах 100 и более может вообще пропадать донный. Зерно может быть в 1 балл и более крупное.
Второе, на толщинах более 100 нельзя настраиваться на образцах на обычном металле. Особенно для плоскодонок в диаметр 3 мм и менее. Затухание начинает влиять.
Kaktus_SPb
Дефектоскопист всея Руси
1.Уважаемый, я понимаю, что возможно русский для Вас не родной язык, поэтому разъясняю:Так, что я удивлен, что ж\д не слышали о данной марке.
Между не слышали и не используют есть очень большая разница....
2. Вот Вы пишете про 100 мм, а у меня трехкратноотраженный от вогнутой цилиндрической поверхности СО-3А (радиус 55мм) практически не отличается от аналогичного в СО-3
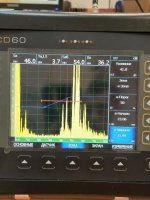
Здравствуйте. Подскажите, как бы вы интерпретировали данный сигнал?
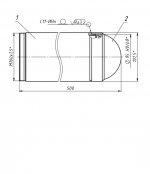
У нас есть объект с толщиной 6 мм из стали 12Х18Н10Т с типом сварного шва С11-ИНп со снятым усилением (по ГОСТ 14771-76). Вдоль сварного шва мы наблюдаем картину на экране дефектоскопа с одним сигналом как на картинке в приложении. Как мы понимаем, это сигнал от зазора внутри шва. Но в некоторых местах мы наблюдаем 2-ой сигнал. Интерпретировали бы вы ситуацию с 2-мя сигналами как дефект?
Что скажите? Взялись ли бы вы за контроль данного сварного шва?
Спасибо.
У нас есть объект с толщиной 6 мм из стали 12Х18Н10Т с типом сварного шва С11-ИНп со снятым усилением (по ГОСТ 14771-76). Вдоль сварного шва мы наблюдаем картину на экране дефектоскопа с одним сигналом как на картинке в приложении. Как мы понимаем, это сигнал от зазора внутри шва. Но в некоторых местах мы наблюдаем 2-ой сигнал. Интерпретировали бы вы ситуацию с 2-мя сигналами как дефект?
Что скажите? Взялись ли бы вы за контроль данного сварного шва?
Спасибо.
Вложения


Последнее редактирование:
Даже на чернушке не взялся бы. Смысла не вижу. Шов неравнопрочный. Если проектировщикам нужен УЗК, пусть выбирают шов с полным проплавлением. См. ГОСТ Р 55724, р.1.Взялись ли бы вы за контроль данного сварного шва?
И кажется, конструкция противоречит ФНП ОИД, если, конечно, она под избыточным давлением
так сразу не скажу.Что скажите? Взялись ли бы вы за контроль данного сварного шва?
1. что за ПЭП при контроле?
2. Вот с одной стороны вы сигнал видите, а с другой? Если вы наблюдаете сигналы с двух сторон, то надо разбираться- или кабеля сматывать или там, действительно, дефект.
3. Если шов не шумит и сильной анизотропией не обладает (все это проверить можно), то никакого сигнала на глубине 4,6 мм вы обнаруживать не должны. можно, конечно, видеть отражение от угла "уса" или подкладки, но это нужно сообразить по месту. В принципе для угла в 70 градусов угловой отражатель на глубине 8 мм можно увидеть по глубиномеру как 4 мм. Поэтому надо сначала с большим сигналом разобраться, а потом уже с маленькими. Значит так, вот этот большой сигнал принципиально можно увидеть только с одной стороны, а с другой ничего не должно быть. Если сигнал есть, то два варианта- или шов не контролепригоден или плохо сварен. ну а маленькие сигналы это уже следующий этап, с чувствительностью нужно разбираться.
Если взглянуть на эскиз, то с другой стороны там всего около 20 мм, так что, "нижеподписавшиеся с одной стороны"Вот с одной стороны вы сигнал видите, а с другой?
даже со снятым усилениемА если взглянуть на эскиз "в профиль"на глубине 4,6 мм
(101,5-95)/2 = 3,25 мм. Вот и вся толщина шва, а не 6, как ТС написал. Возможно, 6 - толщина стенки, но не шва. О каком УЗК можно серьезно говорить, когда провар в полстенки?Похожие темы
- Ответы
- 15
- Просмотры
- 2K
- Ответы
- 8
- Просмотры
- 1K
- Ответы
- 6
- Просмотры
- 585
Поделиться: