lebensvoll
Мастер дефектоскопии
ИЗ РДУ вас там какой-то мощный сварочный автомат?
Автоматическая сварка под флюсом с МХП (АФ с МХП):
- источник питания сварочной дуги ВДМ-1202СА, ВДМ-1201;
- балластные реостаты РБ-306Т или РБ-302Т с медной контактной
группой из расчёта 6 РБ на один пост автоматической сварки;
- сварочные автоматы ТС-16, ТС-17МУ, ТС-30, АДФ-1002 и др.
Марки материалов для сварки
Проволока по ГОСТ 2246 - Св-10НМА диаметром 4,0 мм (основная), Св-10НМА диаметром 2,0 мм (крупка неомеднёная для изготовления МХП)
Сварочный флюс - АН-47 по ГОСТ Р 52222 или ГОСТ 9087
Химическая добавка в крупку - Диоксид титана TiO2 по ТУ 2321-001-17547702-2014 в количестве 0,3% от массы крупки
смотрите скрин трактование из РДПроплавляет всю толщину сразу?
Вложения
Последнее редактирование:
 :razvertka: Лучше не париться
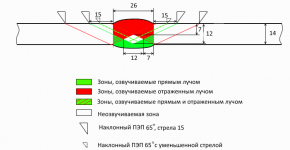
:razvertka: Лучше не париться :. В середине сечения для 65 гр. получается непрозвучиваемая дырка. Кривоватенькая методика? Бывает...Люди иногда ошибаются. В таком виде сварки очень вероятны вертикально ориентированные дефекты. Методика под них заточена? Нет
:. В середине сечения для 65 гр. получается непрозвучиваемая дырка. Кривоватенькая методика? Бывает...Люди иногда ошибаются. В таком виде сварки очень вероятны вертикально ориентированные дефекты. Методика под них заточена? Нет