А что мешает УЗК заменить на послойный ВИК с каким-нибудь доп.контролем ПВК или МК.
Так и есть, более того, достаточно вика согласно НТД, если послойный КК не предусмотрен.

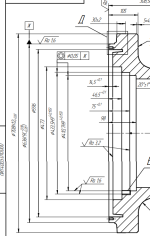
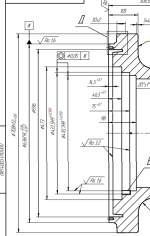
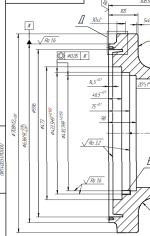
40.5А какая толщина варится? Что то я не понял

Но я хз как достучаться, что не допускается согласно ГОСТ контроль узк с неполным проплавлением.
Хм, но наверное нужен один фиг образец сварки, чтобы скорость звука подкрутить допустим?ФАРами или TFM можно измерять высоту корневого непровара

Последнее редактирование: