Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
УЗК сварных соединений из нержавеющей стали.
- Автор темы Чума
- Дата начала
Ответить
ну пусть в полстенки. нам это все равно. задача заключается ответить сварено или нет. замковое соединение чем для нас хорошо- нет провиса, значит нет маскирующего сигнала и поэтому контроль идет в легкую.
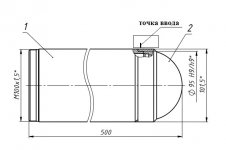
я, честно сказать, на эскиз бочки не смотрел, сказано С11- 6 мм. да, по чертежу, похоже, 6 мм общая толщина, а шов около 3 мм. хорошо, если принять во внимание чертеж, то они вводил УЗ по направлению к дну и должны видеть угловой отражатель на 6 мм. эти 6 мм легко превращаются в 4,6 мм (зависит от расположения ПЭП). но перевернуть ПЭП то все одно можно, валик усиления снят- что мешает. мешать может только мертвая зона, т.к. нельзя работать кратными лучами. можно ПЭП взять Р/С, чтобы все было в прямом луче. хотя на рисунке отражатели на глубина в 3 мм (это прямой луч) нормально видны, получается и этим преобразователем можно работать в прямом луче. поэтому остается просто развернуть ПЭП и посмотреть: если есть сигнал значит есть непровар. и этот непровар должен быть на глубине не больше 3 мм (в прямом луче). немного не удобно, но места должно хватить. описанное может не сработать только из-за аустенита. с этим надо разобраться отдельно.
похоже, что на глубине 3 мм действительно какие-то отражатели есть, как раз это корень.
в отношении типа шва и целесообразности его контроля можно согласиться, но я эти соображения специально пускаю лесом из-за любви к искусству (все таки форум УЗК).
вот если бы это был не аустенит, то сигналы на рисунке с глубиной в 3 мм однозначно несплошности, в таком шве там ничего другого быть не может: 4,6 мм это отражения от угла на 6 мм, а все что меньше по толщине какие-то несплошности.
ну и еще в пользу посмотреть с другой стороны. я не вижу с какой стороны скос кромки. если по ГОСТу, то скос должен быть с противоположенной стороны от донышка, т.е. если ПЭП перевернуть на 180 градусов, то картина может сильно изменится и, главное, проясниться. надо попробовать.
ну а с точки зрения сварки такого шва, то нужно сильно стараться чтобы не проплавить 3 мм.
контроль цилиндрических поверхностей с небольшим радиусом сам по себе не айс, но это просто дополнительные трудности, которые технически можно удовлетворительно обойти.
Толщина стенки сварного соединения нигде не указана? Судя по масштабу рисунка, и указанных размеров (101,5мм - 95мм)/2 = 2,5 мм, или около того.
Что дополнительно добавляет геморроя. Плюс это аустенитка. Плюс по какой нормативке контроль производить?
Какой тут может быть вообще УЗК?
Конечно, можно и сверхминиатюрный ПЭП найти с длиной подошвы миллиметров 15, чтобы со стороны донышка вставал и 45 гр, чтобы несплавления с одной кромкой ловить и тандем взять или хордовый, чтобы несплавления с вертикальной кромкой ловить :lol: Но потом всё равно придет или незаметно подкрадется Колян2 и скажет свои заветные слова и будет прав.
:lol: Но потом всё равно придет или незаметно подкрадется Колян2 и скажет свои заветные слова и будет прав.
Желающие пусть рисуют. Вот бланк в масштабе Пару размерчиков указал, дальше сами.
Дык 3 мм даже нет))
Только по эскизу непонятно - это с зазором или без
Точн)) чтот я обсчитался, )101,5-95)/2=3,25 мм. Это если там внатяг)
Да, я почемуто 96 вычитал)
Ну тогда эти полмиллиметра резко меняют дело, стык считаем условно-контролепригодным))
Только пусть назовется герой, который бы взялся контролировать, а после подписывать заключение о годности такого соединения ))
Не раз слышал байки про стыки на газопроводах, отстоявшие по 30+ лет на одном корневом шве) типа по распи@дяйству забыли заварить да так в изоляцию и закатали) И типа ничего, работало как надо)
Кто-то в реале сталкивался с таким, или это фольклор?))

L]
Фиг Вам-я с гранатомётом!Бум!И_забыли...

Почему я так раннее описывал про данную марку? Особенности именно этой марки в том, что ее акустические свойства зависят от производителя. А значит образец сделанный из этой марки, не всегда может подойти.
Из данной марки обычно контролируют сварные швы на трубах и стыковые швы на ваннах. На трубах, наиболее часто, стенки от 20 мм до 30 мм. На листах от 10 мм до 16 мм. При толщине 20 мм и более нужно обязательно учитывать разницу в затухании между образцом и объектом контроля.
Самый простой способ - поставить РС преобразователь на трубу в нескольких местах и провести замер скорости звука и заодно зафиксировать величину донного. Сравнить со скоростью в образце. Разница в 10% и более уже должна вызывать подозрения.
Потом поставить РС преобразователь на зону термического влияния. Тут нужно посмотреть величину падения донного в сравнении с участком чистым. Можно оценить сразу как повлияла сварка на величину зерна.
А потом поставить два наклонных преобразователя на участке без сварки (навстречу друг другу и в один дефектоскоп), зафиксировать величину сигнала, а потом тоже самое через шов и снова зафиксировать величину сигнала. Тогда и можно делать вывод о том как и что можно контролировать. И обосновать можно ли вести контроль. Ситуации, когда реальное затухание, из-за величины зерна не даёт провести контроль бывает. Но вот обосновать это начальству сложно. Решить проблему может отпуск металла.
Кроме того, при сварке данной марки идут очень мелкие и острые брызги. И очень много часто бывает. А зачищать данный металл сложно, он забивает наждак. Не стоит расчитывать на хорошую поверхность при контроле. И на возможность увидеть трещину, выходящую на поверхность после наждака, тоже не стоит расчитывать. Металл мягкий.
Наиболее распостраненные дефекты в таких швах - несплавление в корне шва и проблемы со смещением кромок. А для этого нужно заранее хорошо выставить глубиномер.
Из данной марки обычно контролируют сварные швы на трубах и стыковые швы на ваннах. На трубах, наиболее часто, стенки от 20 мм до 30 мм. На листах от 10 мм до 16 мм. При толщине 20 мм и более нужно обязательно учитывать разницу в затухании между образцом и объектом контроля.
Самый простой способ - поставить РС преобразователь на трубу в нескольких местах и провести замер скорости звука и заодно зафиксировать величину донного. Сравнить со скоростью в образце. Разница в 10% и более уже должна вызывать подозрения.
Потом поставить РС преобразователь на зону термического влияния. Тут нужно посмотреть величину падения донного в сравнении с участком чистым. Можно оценить сразу как повлияла сварка на величину зерна.
А потом поставить два наклонных преобразователя на участке без сварки (навстречу друг другу и в один дефектоскоп), зафиксировать величину сигнала, а потом тоже самое через шов и снова зафиксировать величину сигнала. Тогда и можно делать вывод о том как и что можно контролировать. И обосновать можно ли вести контроль. Ситуации, когда реальное затухание, из-за величины зерна не даёт провести контроль бывает. Но вот обосновать это начальству сложно. Решить проблему может отпуск металла.
Кроме того, при сварке данной марки идут очень мелкие и острые брызги. И очень много часто бывает. А зачищать данный металл сложно, он забивает наждак. Не стоит расчитывать на хорошую поверхность при контроле. И на возможность увидеть трещину, выходящую на поверхность после наждака, тоже не стоит расчитывать. Металл мягкий.
Наиболее распостраненные дефекты в таких швах - несплавление в корне шва и проблемы со смещением кромок. А для этого нужно заранее хорошо выставить глубиномер.
Сергей7
По поводу второго сигнала в нескольких точках.
1. Диаметр 95 мм. Датчик притерт. А хорошо он у тебя прилегает в этих местах? Если ты крутишь вал и имеешь возможность смотреть только сверху - это одно, а вот когда крутишься вокруг сам - тогда рука в некоторых точках становиться немного по другому и датчик становится под углом.
2. Поверхность контроля. Проверь поверхность в подозрительных местах. На этом диаметре малейшей перекос под поверхностью датчика может дать дополнительный сигнал.
3. Контролируешь ПЭП в 65 градусов и на 2,5 МГц? На 5 МГц не всегда можно пробить в данной марке. У тебя УСД-60, он позволяет сыграть параметрами акустического тракта. Для начала измени диапазон частот, потом попробуй измени, не помню как в этом дефектоскопе называется,но что-то вроде как частота посылов импульсов. Возможно получишь более чистую картинку, возможно даже второй сигнал пропадёт.
4. Если есть возможность проведи контроль с другой стороны. В идеале нужно сначала очень точно настроить глубиномер, но той толщине, что у тебя это не получится. Но можно по клеткам достаточно точно определить на каком расстоянии у тебя появляется сигнал с одной и другой стороны. Возьми чертеж нарисуй на миллиметровке, нарисуй лучи и посмотри где с одной стороны, а где с другой стороны у тебя сигнал на рисунке проявляется. Тогда можно будет хоть немного прикинуть и говорить более предметно, непровар или что-то другое.
По поводу второго сигнала в нескольких точках.
1. Диаметр 95 мм. Датчик притерт. А хорошо он у тебя прилегает в этих местах? Если ты крутишь вал и имеешь возможность смотреть только сверху - это одно, а вот когда крутишься вокруг сам - тогда рука в некоторых точках становиться немного по другому и датчик становится под углом.
2. Поверхность контроля. Проверь поверхность в подозрительных местах. На этом диаметре малейшей перекос под поверхностью датчика может дать дополнительный сигнал.
3. Контролируешь ПЭП в 65 градусов и на 2,5 МГц? На 5 МГц не всегда можно пробить в данной марке. У тебя УСД-60, он позволяет сыграть параметрами акустического тракта. Для начала измени диапазон частот, потом попробуй измени, не помню как в этом дефектоскопе называется,но что-то вроде как частота посылов импульсов. Возможно получишь более чистую картинку, возможно даже второй сигнал пропадёт.
4. Если есть возможность проведи контроль с другой стороны. В идеале нужно сначала очень точно настроить глубиномер, но той толщине, что у тебя это не получится. Но можно по клеткам достаточно точно определить на каком расстоянии у тебя появляется сигнал с одной и другой стороны. Возьми чертеж нарисуй на миллиметровке, нарисуй лучи и посмотри где с одной стороны, а где с другой стороны у тебя сигнал на рисунке проявляется. Тогда можно будет хоть немного прикинуть и говорить более предметно, непровар или что-то другое.
Ну рассмотрите же вы эскиз
#200
Сергей7 молодец, выдал всю необходимую и достаточную информацию для анализа контролепригодности. Плюсану-ка я его
#200
Сергей7 молодец, выдал всю необходимую и достаточную информацию для анализа контролепригодности. Плюсану-ка я его
промежуточный диаметр, по усуДиаметр 95 мм
там 3 мм глубина проплава2,5 МГц? На 5 МГц не всегда
ну 20 мм там всего, какая другая сторона, вы серьёзно? Туда 2,5 и даже 5,0 на всю длину подошвы не встанутЕсли есть возможность проведи контроль с другой стороны
Возможно, 6 - толщина стенки, но не шва. О каком УЗК можно серьезно говорить, когда провар в полстенки?
ну пусть в полстенки. нам это все равно. задача заключается ответить сварено или нет. замковое соединение чем для нас хорошо- нет провиса, значит нет маскирующего сигнала и поэтому контроль идет в легкую.
я, честно сказать, на эскиз бочки не смотрел, сказано С11- 6 мм. да, по чертежу, похоже, 6 мм общая толщина, а шов около 3 мм. хорошо, если принять во внимание чертеж, то они вводил УЗ по направлению к дну и должны видеть угловой отражатель на 6 мм. эти 6 мм легко превращаются в 4,6 мм (зависит от расположения ПЭП). но перевернуть ПЭП то все одно можно, валик усиления снят- что мешает. мешать может только мертвая зона, т.к. нельзя работать кратными лучами. можно ПЭП взять Р/С, чтобы все было в прямом луче. хотя на рисунке отражатели на глубина в 3 мм (это прямой луч) нормально видны, получается и этим преобразователем можно работать в прямом луче. поэтому остается просто развернуть ПЭП и посмотреть: если есть сигнал значит есть непровар. и этот непровар должен быть на глубине не больше 3 мм (в прямом луче). немного не удобно, но места должно хватить. описанное может не сработать только из-за аустенита. с этим надо разобраться отдельно.
похоже, что на глубине 3 мм действительно какие-то отражатели есть, как раз это корень.
в отношении типа шва и целесообразности его контроля можно согласиться, но я эти соображения специально пускаю лесом из-за любви к искусству (все таки форум УЗК).
ПЭП должен быть не большой, все таки диаметр 100 мм. astrut, речь идет о уточнении, полноценное сканирование там не возможно, это понятно. а подтвердить наличие отражения в отдельных местах можно и нужно.ну 20 мм там всего, какая другая сторона, вы серьёзно? Туда 2,5 и даже 5,0 на всю длину подошвы не встанут
вот если бы это был не аустенит, то сигналы на рисунке с глубиной в 3 мм однозначно несплошности, в таком шве там ничего другого быть не может: 4,6 мм это отражения от угла на 6 мм, а все что меньше по толщине какие-то несплошности.
ну и еще в пользу посмотреть с другой стороны. я не вижу с какой стороны скос кромки. если по ГОСТу, то скос должен быть с противоположенной стороны от донышка, т.е. если ПЭП перевернуть на 180 градусов, то картина может сильно изменится и, главное, проясниться. надо попробовать.
ну а с точки зрения сварки такого шва, то нужно сильно стараться чтобы не проплавить 3 мм.
Последнее редактирование:
Сергей7, для того, чтобы окончательно убедиться в бредовости затеи контроля такого сварного соединения, попробуйте:
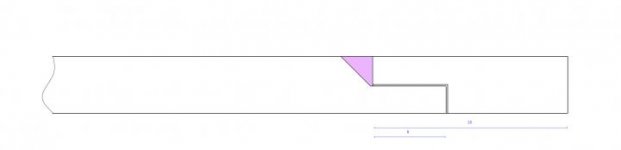
а) Разрисовать его в масштабе. Длина усов там по эскизу примерно 8 мм. И по ГОСТ 14771 - 8 мм - минимальная длина уса.
б) Построить ход лучей. Но не просто осевого луча, а еще от краёв ПЭ, параллельно осевому лучу. Пусть, например, диаметр ПЭ 6 мм Там такая чушь и каша получается. И, в т. ч. от обоих углов уса при одном положении ПЭП. И влияние зазора посмотрите. И про мертвую зону не забудьте. Слева РШХ, справа мощные сигналы от конструктивных отражателей. Пустой середины на такой толщине почти нет. Еще и ус короткий, отраженным тоже не получится. Сечение шва меньше апертуры. Со стороны донышка ПЭП некуда ставить.
Желающие могут присоединяться :drinks:
ЗЫ
Заглянули? Есть там С11? То-то.
Проектировщики погнались за красотой. Решили облегчить сборку, чтобы без смещений и перекосов, с3,14здив при этом половину толщины и снизив прочность, с учетом коэффициента концентрации напряжений, раза в 3. Так осла..., специально, чтобы потом туда УЗК вкорячить понадобилось? Что они курили? Пусть поделятся
а) Разрисовать его в масштабе. Длина усов там по эскизу примерно 8 мм. И по ГОСТ 14771 - 8 мм - минимальная длина уса.
б) Построить ход лучей. Но не просто осевого луча, а еще от краёв ПЭ, параллельно осевому лучу. Пусть, например, диаметр ПЭ 6 мм
Там такая чушь и каша получается. И, в т. ч. от обоих углов уса при одном положении ПЭП. И влияние зазора посмотрите. И про мертвую зону не забудьте. Слева РШХ, справа мощные сигналы от конструктивных отражателей. Пустой середины на такой толщине почти нет. Еще и ус короткий, отраженным тоже не получится. Сечение шва меньше апертуры. Со стороны донышка ПЭП некуда ставить.Желающие могут присоединяться :drinks:
ЗЫ
Грубо говоря, это трубные элементы. И вроде логичнее не в 14771, а в 16037 заглянуть.(по ГОСТ 14771-76)
Заглянули? Есть там С11? То-то.
Проектировщики погнались за красотой. Решили облегчить сборку, чтобы без смещений и перекосов, с3,14здив при этом половину толщины и снизив прочность, с учетом коэффициента концентрации напряжений, раза в 3. Так осла..., специально, чтобы потом туда УЗК вкорячить понадобилось? Что они курили? Пусть поделятся
Последнее редактирование:
astrut, мне объясните. вы уже несколько раз написали, что некуда ставить ПЭП. я не понимаю в чем проблема? вот нарисовал. что будет не так и какая каша? давайте на время забудем, что это аустенит. утверждаю, что все у нас получится замечательно с контролем. с этим типом шва все получится.Со стороны донышка ПЭП некуда ставить.
контроль цилиндрических поверхностей с небольшим радиусом сам по себе не айс, но это просто дополнительные трудности, которые технически можно удовлетворительно обойти.
Вложения
утверждаю, что все у нас получится замечательно с контролем. с этим типом шва все получится.
контроль цилиндрических поверхностей с небольшим радиусом сам по себе не айс, но это просто дополнительные трудности, которые технически можно удовлетворительно обойти.
Толщина стенки сварного соединения нигде не указана? Судя по масштабу рисунка, и указанных размеров (101,5мм - 95мм)/2 = 2,5 мм, или около того.
Что дополнительно добавляет геморроя. Плюс это аустенитка. Плюс по какой нормативке контроль производить?
Какой тут может быть вообще УЗК?
Последнее редактирование:
:drinks:Какой тут может быть вообще УЗК?
Конечно, можно и сверхминиатюрный ПЭП найти с длиной подошвы миллиметров 15, чтобы со стороны донышка вставал и 45 гр, чтобы несплавления с одной кромкой ловить и тандем взять или хордовый, чтобы несплавления с вертикальной кромкой ловить
:lol: Но потом всё равно придет или незаметно подкрадется Колян2 и скажет свои заветные слова и будет прав.Желающие пусть рисуют. Вот бланк в масштабе Пару размерчиков указал, дальше сами.
Вложения
А давайте по ОП-501 с чЮйством для 3 мм в 0,6 кв. мм:lol::lol::lol:Плюс по какой нормативке контроль производить?
А давайте по ОП-501 с чЮйством для 3 мм в 0,6 кв. мм:lol::lol::lol:
Дык 3 мм даже нет))
Есть примерно. По Малинину-Буренину там аж 3,25Дык 3 мм даже нет))
Только по эскизу непонятно - это с зазором или безЕсть примерно. По Малинину-Буренину там аж 3,25
Точн)) чтот я обсчитался, )101,5-95)/2=3,25 мм. Это если там внатяг)
Да, я почемуто 96 вычитал)
Ну тогда эти полмиллиметра резко меняют дело, стык считаем условно-контролепригодным))
Только пусть назовется герой, который бы взялся контролировать, а после подписывать заключение о годности такого соединения ))
Внатяг оно там и без сварки держаться будет :drinks:Это если там внатяг
Внатяг оно там и без сварки держаться будет :drinks:
Не раз слышал байки про стыки на газопроводах, отстоявшие по 30+ лет на одном корневом шве) типа по распи@дяйству забыли заварить да так в изоляцию и закатали) И типа ничего, работало как надо)
Кто-то в реале сталкивался с таким, или это фольклор?))
Колян2
Дефектоскопист всея Руси
Колян2 подкрался потихоньку(но-с гранатомётом,бл...ть всяко!)Аустенитка же однако!Нас рать?:drinks:
Конечно, можно и сверхминиатюрный ПЭП найти с длиной подошвы миллиметров 15, чтобы со стороны донышка вставал и 45 гр, чтобы несплавления с одной кромкой ловить и тандем взять или хордовый, чтобы несплавления с вертикальной кромкой ловить
Желающие пусть рисуют. Вот бланк в масштабе Пару размерчиков указал, дальше сами.
L]
Нередко на техноложке, воде, в т.ч. теплосетях и паре невысокого давления встречал швы без корней, кромки из-под резака. И держались много лет на одном усилении. Счастье, что не жахнуло. Но это бомба, злоупотре... не стоит. ЧреватоНе раз слышал байки про стыки на газопроводах, отстоявшие по 30+ лет на одном корневом шве)
Мы даже договорились про....аустенитку пока ни слова. Там и без аустениткиАустенитка же однако!
Раз резьбу допустили и шов неполный, УЗК там ни к чему, разве что, для денег. Сделать ВИК, герметичность, ГИ и забыть.Нас рать
Колян2
Дефектоскопист всея Руси
Мы даже договорились про....аустенитку пока ни слова. Там и без аустенитки
Раз резьбу допустили и шов неполный, УЗК там ни к чему, разве что, для денег. Сделать ВИК, герметичность, ГИ и забыть.
Фиг Вам-я с гранатомётом!Бум!И_забыли...
Похожие темы
- Ответы
- 15
- Просмотры
- 2K
- Ответы
- 8
- Просмотры
- 1K
- Ответы
- 6
- Просмотры
- 585
Поделиться: