В
В мире НК
Guest
Об авторе
Необходимо войти для просмотра
Кретов
Евгений Федорович
Начальник ультразвукового отделения
Центральной лаборатории неразрушающих методов контроля
ОАО «Ижорские заводы», к. т. н.,
III уровень по акустическому виду НК.
Оборудование и трубопроводы атомных энергетических установок, а также сосуды высокого давления для химической промышленности на различных стадиях изготовления подвергаются контролю различными видами НК. Рассмотрим стадии и виды НК на примере изготовления емкости системы аварийного охлаждения зоны (САОЗ) для атомной электростанции водо-водяного энергетического реактора ВВЭР-1000. Емкость САОЗ представляет собой стальной сосуд диаметром около 4 м и толщиной стенки около 90 мм, состоящий из 2 кольцевых элементов (обечаек) и двух днищ. Высота обечайки составляет около 3 м. Требования к видам и объемам НК устанавливаются правилами контроля [1] и чертежной документацией на изготавливаемую продукцию.
В процессе изготовления днища (рис. 1) выполняются следующие виды НК:
• операционный визуальный и измерительный контроль;
• операционный УЗК листов до сварки (при таком контроле проверяется соответствие основной площади листов техническим требованиям к основному металлу; кромки листов, подлежащие сварке, проверяются на соответствие нормативным требованиям, предъявляемым к сварному шву);
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку с целью выявления несплошностей, которые могут повлиять на качество будущего сварного шва;
• операционный контроль магнитопорошковой дефектоскопией сварного шва заготовки днища для выявления несплошностей, выходящих на поверхность заготовки;
• приемочный радиографический контроль сварного шва заготовки днища (при этом контроле выявляются все несплошности, возникшие при сварке и последующей термической обработке (отпуске); радиография сварного шва выполняется только один раз, поскольку дефекты, возникающие на последующих переделах, могут быть только трещинами с малым раскрытием, которые хорошо обнаруживаются ультразвуком и неэффективно выявляются радиографией);
• операционный УЗК сварного шва заготовки днища.
На этой стадии задача операционного НК - выявление и ремонт таких дефектов сварного соединения, которые могут получить развитие в процессе штамповки днища.
После штамповки днища выполняются:
• операционный визуальный и измерительный контроль;
• операционный контроль магнитопорошковой дефектоскопией сварного шва днища;
• операционный УЗК сварного шва днища;
• операционный контроль магнитопорошковой дефектоскопией кромки под сварку кольцевого шва днища с обечайкой;
• приемочный УЗК основного металла днища.
При изготовлении обечайки (рис. 2) выполняют следующие виды НК:
• операционный визуальный и измерительный контроль;
• УЗК основного объема листов до сварки (при вальцовке листы не испытывают таких значительных напряжений, как при штамповке, поэтому УЗК основного объема на этой стадии является приемочным, кромки листа контролируют ультразвуком с оценкой качества по нормам сварного соединения);
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку полуобечаек.
После сварки предусмотрены:
• операционный визуальный и измерительный контроль;
• операционный контроль магнитопорошковой дефектоскопией сварных швов обечайки;
• приемочный радиографический контроль сварных швов обечайки;
• операционный УЗК сварных швов обечайки;
• операционный контроль магнитопорошковой дефектоскопией сварных швов обечайки;
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку обечайки с днищем.
Необходимо войти для просмотра
Кретов
Евгений Федорович
Начальник ультразвукового отделения
Центральной лаборатории неразрушающих методов контроля
ОАО «Ижорские заводы», к. т. н.,
III уровень по акустическому виду НК.
Оборудование и трубопроводы атомных энергетических установок, а также сосуды высокого давления для химической промышленности на различных стадиях изготовления подвергаются контролю различными видами НК. Рассмотрим стадии и виды НК на примере изготовления емкости системы аварийного охлаждения зоны (САОЗ) для атомной электростанции водо-водяного энергетического реактора ВВЭР-1000. Емкость САОЗ представляет собой стальной сосуд диаметром около 4 м и толщиной стенки около 90 мм, состоящий из 2 кольцевых элементов (обечаек) и двух днищ. Высота обечайки составляет около 3 м. Требования к видам и объемам НК устанавливаются правилами контроля [1] и чертежной документацией на изготавливаемую продукцию.
Необходимо войти для просмотра
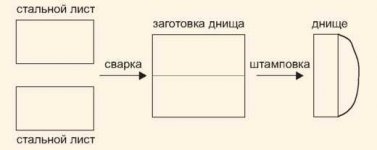
Рис. 1. Схема изготовления днища
Рис. 1. Схема изготовления днища
В процессе изготовления днища (рис. 1) выполняются следующие виды НК:
• операционный визуальный и измерительный контроль;
• операционный УЗК листов до сварки (при таком контроле проверяется соответствие основной площади листов техническим требованиям к основному металлу; кромки листов, подлежащие сварке, проверяются на соответствие нормативным требованиям, предъявляемым к сварному шву);
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку с целью выявления несплошностей, которые могут повлиять на качество будущего сварного шва;
• операционный контроль магнитопорошковой дефектоскопией сварного шва заготовки днища для выявления несплошностей, выходящих на поверхность заготовки;
• приемочный радиографический контроль сварного шва заготовки днища (при этом контроле выявляются все несплошности, возникшие при сварке и последующей термической обработке (отпуске); радиография сварного шва выполняется только один раз, поскольку дефекты, возникающие на последующих переделах, могут быть только трещинами с малым раскрытием, которые хорошо обнаруживаются ультразвуком и неэффективно выявляются радиографией);
• операционный УЗК сварного шва заготовки днища.
На этой стадии задача операционного НК - выявление и ремонт таких дефектов сварного соединения, которые могут получить развитие в процессе штамповки днища.
После штамповки днища выполняются:
• операционный визуальный и измерительный контроль;
• операционный контроль магнитопорошковой дефектоскопией сварного шва днища;
• операционный УЗК сварного шва днища;
• операционный контроль магнитопорошковой дефектоскопией кромки под сварку кольцевого шва днища с обечайкой;
• приемочный УЗК основного металла днища.
Необходимо войти для просмотра
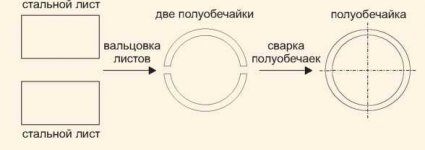
Рис. 2. Схема изготовления обечайки
Рис. 2. Схема изготовления обечайки
При изготовлении обечайки (рис. 2) выполняют следующие виды НК:
• операционный визуальный и измерительный контроль;
• УЗК основного объема листов до сварки (при вальцовке листы не испытывают таких значительных напряжений, как при штамповке, поэтому УЗК основного объема на этой стадии является приемочным, кромки листа контролируют ультразвуком с оценкой качества по нормам сварного соединения);
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку полуобечаек.
После сварки предусмотрены:
• операционный визуальный и измерительный контроль;
• операционный контроль магнитопорошковой дефектоскопией сварных швов обечайки;
• приемочный радиографический контроль сварных швов обечайки;
• операционный УЗК сварных швов обечайки;
• операционный контроль магнитопорошковой дефектоскопией сварных швов обечайки;
• операционный контроль магнитопорошковой дефектоскопией кромок под сварку обечайки с днищем.
Необходимо войти для просмотра
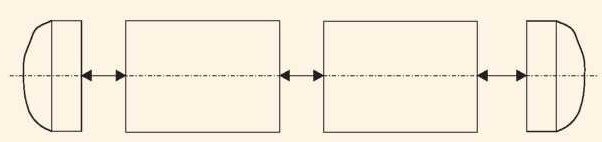
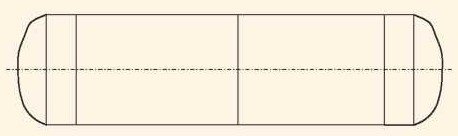
Рис. 3. Схема сборки
Рис. 3. Схема сборки