Сергей БХМ
Специалист
- Регистрация
- 17.11.2022
- Сообщения
- 329
- Реакции
- 48
Добрый день, форумчане!
Прошу консультации --- имеем угловое сварное соединение 09Г2С по типу У20 по ГОСТ 16037, только - труба 194*20 + лист 30 мм, полностью автоматическая сварка под слоем флюса + последующая расточка внутреннего диаметра трубы с целью удаления корня шва.
Технология сварки отработана оптимально в части максимального исключения возможных внутренних дефектов.
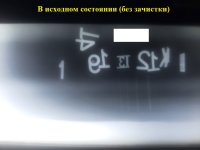
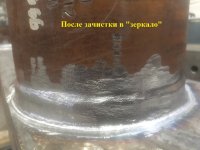
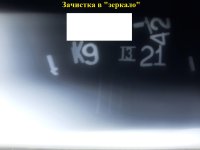
Прилагаю 2 вида фото данного шва - до зачистки (в исходном состоянии с наличием западаний между валиками сварных швов, которые соответствуют требованиям соответствующих НТД) и после зачистки (в "зеркало").
При проведении РГ контроля имеем следующие результаты:
- до зачистки --- наличие ЦШ (цепочка шлака) по всему периметру сварного шва (тёмные полосы на РГ плёнке)
- после зачистки --- дефектов не выявлено.
Контроль --- РГК по ГОСТ 7512-82 класс чувствительности 2.
Желаемый вариант - не проводить зачистку в "зеркало" лицевой поверхности сварного шва, т.е. оставлять в исходном состоянии после сварки с допустимыми западаниями м/д валиками.
Какие мнения специалистов?
Прошу консультации --- имеем угловое сварное соединение 09Г2С по типу У20 по ГОСТ 16037, только - труба 194*20 + лист 30 мм, полностью автоматическая сварка под слоем флюса + последующая расточка внутреннего диаметра трубы с целью удаления корня шва.
Технология сварки отработана оптимально в части максимального исключения возможных внутренних дефектов.
Прилагаю 2 вида фото данного шва - до зачистки (в исходном состоянии с наличием западаний между валиками сварных швов, которые соответствуют требованиям соответствующих НТД) и после зачистки (в "зеркало").
При проведении РГ контроля имеем следующие результаты:
- до зачистки --- наличие ЦШ (цепочка шлака) по всему периметру сварного шва (тёмные полосы на РГ плёнке)
- после зачистки --- дефектов не выявлено.
Контроль --- РГК по ГОСТ 7512-82 класс чувствительности 2.
Желаемый вариант - не проводить зачистку в "зеркало" лицевой поверхности сварного шва, т.е. оставлять в исходном состоянии после сварки с допустимыми западаниями м/д валиками.
Какие мнения специалистов?