Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Помогите опознать дефект
- Автор темы vad583
- Дата начала
Ответить

Настраивались по стали 20, глубиномер настроен правильно, но сталь которую контролировали 10Ni14, никаких данных по ней не было.
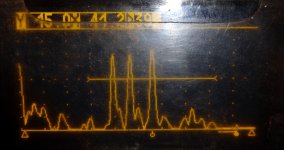
У первого сигнала глубина около 5 мм, второй - корень шва. Насколько помню, с другой стороны шва тоже была подобная картина, но с меньшей амплитудой. При этом датчик стоит на равном удалении (Х) от шва, просто если если его слегка притереть, то один из этих 3х сигналов становится максимальным. Третий сигнал, который изображен на фото по идее вообще находится за швом в околошовной зоне.


делим Х на У 41,2 на 15, получаем 2,746666, берем арктангенс - 70 градусов.
Меня вот смущает, что метка глубиномера находится под 3ьим сигналом и глубина 15 мм, чего то с трудом верится, что 1 и 2 сигналы находятся на глубинах 5 и 10мм
Либо с настройкой что-то, либо многократно отраженный луч.ardon:
Это косяк общего характера в квалификции настройщиков.
PS
Кстати, что за сталь, и чем ее варили, так никто и не поинтересовался... : (1):ardon:
Ну, можно и кривизной поверхности поинтересоваться, типом ПЭП, типом контактирующей жидкости, как ВРЧ настраивал (и использовал ли)....
Только зачем, если человек не понимает, что на А-развертке по горизонтали мы видим глубину залегания отражателя (путь по лучу, время распространения узк), в Пеленге даже клавиша есть "YRT"....
Правда расчет пути по лучу и глубины залегания зависит от некоторых факторов, но обычно они все-таки пропорциональны времени распространения и клеточкам по горизонтали....
- 3-й сигнал в этом случае пальпируется;
- 10 мм для резервуара 2-х сторонней сваркой под флюсом ни кто варить не станет. ardon:
dea135, не совсем понял про 2-й импульс. !7 по лучу соответствует углу примерно 54 гр. "Не мало-ль будет" для крайнего луча? Есть еще одна версия 2-го сигнала. Аналогично 3-му, только с трансформацией при отражении от валика под 3-критическим в продольную волну. Тоже пальпируется.
Надо ВИК тщательно сделать, обращая внимание на форму усиления - резкий переход от наплавленного к основному металлу, высоту, ширину усиления и смещение.

Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
В правильности настройки уверены? Какая глубина каждого дефекта? Дефекты берутся с 2-х сторон?При контроле резервуара толщиной 10 мм нашел в нескольких местах какой то дефект (см.вложение), если ПЭП притереть, то каждый из трех сигналов можно увеличить. Что это может быть?
В правильности настройки уверены? Какая глубина каждого дефекта? Дефекты берутся с 2-х сторон?
Настраивались по стали 20, глубиномер настроен правильно, но сталь которую контролировали 10Ni14, никаких данных по ней не было.
У первого сигнала глубина около 5 мм, второй - корень шва. Насколько помню, с другой стороны шва тоже была подобная картина, но с меньшей амплитудой. При этом датчик стоит на равном удалении (Х) от шва, просто если если его слегка притереть, то один из этих 3х сигналов становится максимальным. Третий сигнал, который изображен на фото по идее вообще находится за швом в околошовной зоне.
Nady
Дефектоскопист всея Руси
- Регистрация
- 06.08.2014
- Сообщения
- 2,454
- Реакции
- 221
Незалежный тризуб? А что, похож!Что это может быть?
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
И тоже одинаково берется с 2-х сторон?Третий сигнал, который изображен на фото по идее вообще находится за швом в околошовной зоне.
Nady
Дефектоскопист всея Руси
- Регистрация
- 06.08.2014
- Сообщения
- 2,454
- Реакции
- 221
Вы бы лучше поинтересовались чем сталь 10Ni14 сваривали... :shock:сталь которую контролировали 10Ni14, никаких данных по ней не было
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Первый сигнал берете прямым лучом? ПЭП 65 град?У первого сигнала глубина около 5 мм, второй - корень шва.
Kaktus_SPb
Дефектоскопист всея Руси
Первый сигнал берете прямым лучом? ПЭП 65 град?
делим Х на У 41,2 на 15, получаем 2,746666, берем арктангенс - 70 градусов.
Меня вот смущает, что метка глубиномера находится под 3ьим сигналом и глубина 15 мм, чего то с трудом верится, что 1 и 2 сигналы находятся на глубинах 5 и 10мм
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Вот и у меня сомнения, что глубину 5 мм взяли прямым лучом. При этом расстояние от ЗИ до 1-го сигнала и от1-го до 2-го странные.делим Х на У 41,2 на 15, получаем 2,746666, берем арктангенс - 70 градусов.
Меня вот смущает, что метка глубиномера находится под 3ьим сигналом и глубина 15 мм, чего то с трудом верится, что 1 и 2 сигналы находятся на глубинах 5 и 10мм
Либо с настройкой что-то, либо многократно отраженный луч.ardon:
Если настройка правильная, то на картинке - дефекты на глубине ~5 - 7 мм (2*10 - 15 = 5), видимые однократно отражённым лучом. Естественно когда их смотреть прямым лучом, на глубиномере и будет 5 мм (но для данной картинки первый сигнал однозначно не 5 мм соответствует...)
Какой-то косяк в настройке.Настраивались по стали 20, глубиномер настроен правильно, но сталь которую контролировали 10Ni14, никаких данных по ней не было.
У первого сигнала глубина около 5 мм, второй - корень шва. Насколько помню, с другой стороны шва тоже была подобная картина, но с меньшей амплитудой. При этом датчик стоит на равном удалении (Х) от шва, просто если если его слегка притереть, то один из этих 3х сигналов становится максимальным. Третий сигнал, который изображен на фото по идее вообще находится за швом в околошовной зоне.
Nady
Дефектоскопист всея Руси
- Регистрация
- 06.08.2014
- Сообщения
- 2,454
- Реакции
- 221
С чего бы?Какой-то косяк в настройке.
Это косяк общего характера в квалификции настройщиков.
PS
Кстати, что за сталь, и чем ее варили, так никто и не поинтересовался... :
(1):ardon:
Последнее редактирование:
Kaktus_SPb
Дефектоскопист всея Руси
PS
Кстати, что за сталь, и чем ее варили, так никто и не поинтересовался... :
Ну, можно и кривизной поверхности поинтересоваться, типом ПЭП, типом контактирующей жидкости, как ВРЧ настраивал (и использовал ли)....
Только зачем, если человек не понимает, что на А-развертке по горизонтали мы видим глубину залегания отражателя (путь по лучу, время распространения узк), в Пеленге даже клавиша есть "YRT"....
Правда расчет пути по лучу и глубины залегания зависит от некоторых факторов, но обычно они все-таки пропорциональны времени распространения и клеточкам по горизонтали....
Последнее редактирование:
Что-то не припомню подобных сталей... Никелевые стали без хрома очень редки, и как правило, не содержат столько углерода. Может нержавейка?но сталь которую контролировали 10Ni14
вообще это достаточно частое явление. является следствием отражения от валиков усиления, иногда эту геометрическую особенность валиков можно заметить визуально. почему так и откуда эти импульсы появляются я привел в приложении, поскольку все вы специалисты, то комментарии лаконичные. желающие могут проверить мои выкладки сами.При контроле резервуара толщиной 10 мм нашел в нескольких местах какой то дефект (см.вложение), если ПЭП притереть, то каждый из трех сигналов можно увеличить. Что это может быть?
Вложения
Такое отражение бывает при 2-х сторонней сварке под флюсом, НО:Разумно.
Но весьма не бесспорно.
- 3-й сигнал в этом случае пальпируется;
- 10 мм для резервуара 2-х сторонней сваркой под флюсом ни кто варить не станет. ardon:
Это понятно.- 3-й сигнал в этом случае пальпируется;
Сходится.Третий сигнал, который изображен на фото по идее вообще находится за швом в околошовной зоне.
dea135, не совсем понял про 2-й импульс. !7 по лучу соответствует углу примерно 54 гр. "Не мало-ль будет" для крайнего луча? Есть еще одна версия 2-го сигнала. Аналогично 3-му, только с трансформацией при отражении от валика под 3-критическим в продольную волну. Тоже пальпируется.
Надо ВИК тщательно сделать, обращая внимание на форму усиления - резкий переход от наплавленного к основному металлу, высоту, ширину усиления и смещение.
Почему же полотнище на заводе автоматом под флюсом не варить?- 10 мм для резервуара 2-х сторонней сваркой под флюсом ни кто варить не станет.
Последнее редактирование:
Интересная у вас игра, "А я, угадаю условие задачи с одного А-аскана и марки стали"
Добавлю свои 5 копеек.
Вероятно варят криогенный резервуар для СУГ или что-то похожее, судя по марке стали.
Полотнище как правило варят при двусторонней разделке на заводе, но т.к. товарищ врятли заводской дефектоскопист, то это скорее всего у них монтаж, тут с высокой долей односторонний шов с подваркой корня.
Добавлю свои 5 копеек.
Вероятно варят криогенный резервуар для СУГ или что-то похожее, судя по марке стали.
Полотнище как правило варят при двусторонней разделке на заводе, но т.к. товарищ врятли заводской дефектоскопист, то это скорее всего у них монтаж, тут с высокой долей односторонний шов с подваркой корня.
Похожие темы
- Ответы
- 19
- Просмотры
- 1K
- Ответы
- 327
- Просмотры
- 30K
Поделиться: