брызжет то он брызжет, но процесс происходит между электродом и поверхностью ванны, основного металла, а как брызги попадают внутрь трубы? ну и прикиньте размеры брызг на снимке.это металлургический процесс обусловленный кипением металла и давлением дуги - при сварке всегда металл брызжет, даже автоматической
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Что на снимке? Ваше мнение.
- Автор темы jlorenz
- Дата начала
Ответить
без предварительной подготовки выйдет брак
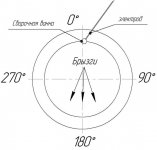
это верно в отношении следующих проходов. Во время корневого прохода из ванны брызжет как раз в основном вниз - поэтому на "потолке" всегда есть брызги. У ванны 2 поверхности нижняя которая переплавляет зазор и притупление кромок и верхняя которую греет электрод.
з.ы. кстати при проведении УЗК таких участков сварного шва, с высокими и широкими провисами, практически всегда будет показывать ложный карман.
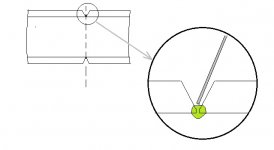
на снимке непровар в корне шва + брызги металла.
не факт.
а я всегда считал, что физика процесса расплавления кромок и переход металла кромок из твердого в жидкое состояние происходит за счет температуры нижней поверхности ванны и перемешивания с верхней (кипения) и в момент когда жидкий разогретый металл соприкасается с относительно холодными твердыми нерасплавленными кромками образуются брызги...Давайте я останусь при своем мнении.
Про силы натяжения согласен полностью. Я Вас понял, вы причиной брызг металла на снимке считаете такие вот "провалы", но как выглядел бы корень шва на снимке в случае такого вот "провала"? Мы бы увидели бы там большое количество наплавленного металла в корне, а на снимке мы видим не тронутые кромки, что говорит о том что никаких прожогов не было.

Это Вы слишком глыбоко копнули)))
краткость может и сестра таланта, но не в вашем случае: нужны какие то аргументы, в противном случае у нас не будет предметной беседы, а в чем тогда смысл?
я изобразил более понятно. объясните как появляются брызги и что является их источником.
и про физику образования попробую предвосхитить ваш повтор. вы писали, что брызги от соприкосновения расплавленного металла и холодного, так вот, есть способы сварки, которые брызг не дают (ну, например, все знают или видят, что сварка в смесях дает значительно меньше брызг, чем в углекислом газе), а при всех этих способах горячий металл соприкасается с холодным одинаково.

я привел свои аргументы. Вы их не воспринимаете.
я считаю что правильно. Не понимаю вашей системы координат, относительно чего вы определяете где низ где верх...
представляю, более того, даже сам так делал)
для уменьшения брызг достаточно подогреть кромки, но полностью их устранить не получится.
P.S. Хотел залить фото прожога и последствия его заварки, но почему то не могу найти как это сделать.
Предварительный подогрев в основном используется по четырем причинам: (1) он снижает скорость остывания наплавленного и основного металла, что позволяет создать материал из более вязкого состава с большей устойчивостью к образованию трещин; (2) меньшая скорость охлаждения позволит диффузионному водороду безопасно рассеяться без риска образования трещин; (3) он позволяет снизить усадочное напряжение шва и прилегающего металла основы, что особенно важно для соединений под высоким напряжением и (4) он поднимает температуру некоторых марок стали до значения, при котором не может произойти хрупкий излом. Кроме этого, предварительный подогрев может использоваться для того, чтобы обеспечить нужные механические свойства, например, ударной вязкости. (https://www.lincolnelectric.com/ru-ru/support/process-and-theory/Pages/preheat-detail.aspx)
а если он захочет заварить без болгарки?дальше сварной материт руководство за то что дали аппарат без "лентяйки" и берет в руки УШМ типа "болгарка" и начинает делать новые заходы подготавливая в заварке отверстие
а если он захочет заварить без болгарки?
без предварительной подготовки выйдет брак
брызжет то он брызжет, но процесс происходит между электродом и поверхностью ванны, основного металла, а как брызги попадают внутрь трубы? ну и прикиньте размеры брызг на снимке.
это верно в отношении следующих проходов. Во время корневого прохода из ванны брызжет как раз в основном вниз - поэтому на "потолке" всегда есть брызги. У ванны 2 поверхности нижняя которая переплавляет зазор и притупление кромок и верхняя которую греет электрод.
з.ы. кстати при проведении УЗК таких участков сварного шва, с высокими и широкими провисами, практически всегда будет показывать ложный карман.
Последнее редактирование:
а на снимке что?без предварительной подготовки выйдет брак
да нет, брызги будут только с верхней поверхности ванны. обусловлено это физикой процесса: происходит перенос металла от электрода к основному металлу и сопровождается все иногда большими каплями металла , неравномерностью горения дуги, взрывное газообразование (если захотите, то можете сами почитать из-за чего брызги), а на нижней поверхности ванны этого ничего нет. кстати, есть способы сварки, когда брызг практически нет. расплавленный металл ванны держится за счет сил поверхностного натяжения. и вот если этих сил натяжения не хватает из-за большого веса расплавленного металла, то получается прожег- достаточно большое количество металла падает на нижнюю поверхность трубы. это нештатная ситуация. что после этого делает сварщик зависит от данного сварщика- может все выбрать, сделать разделку и снова заварить это место, а может попробовать заварить без выборки (это быстрее, но сложнее). в данном месте мы видим и большие капли металла на нижней поверхности трубы и одновременно объемный дефект в шве (непровар). бывают совпадения?- да, бывают. в жизни все может быть. однако, на заданный вопрос нужно ответить как то определенно и обосновано, т.е. выбрать из наиболее вероятных ответов наиболее достоверный. это не значит, что так и есть на самом деле, это значит, что этот ответ выбран мною как самый логичный и обоснованный.это верно в отношении следующих проходов. Во время корневого прохода из ванны брызжет как раз в основном вниз - поэтому на "потолке" всегда есть брызги. У ванны 2 поверхности нижняя которая переплавляет зазор и притупление кромок и верхняя которую греет электрод.
з.ы. кстати при проведении УЗК таких участков сварного шва, с высокими и широкими провисами, практически всегда будет показывать ложный карман.
а на снимке что?
на снимке непровар в корне шва + брызги металла.
да нет, брызги будут только с верхней поверхности ванны.
не факт.
происходит перенос металла от электрода к основному металлу и сопровождается все иногда большими каплями металла , неравномерностью горения дуги, взрывное газообразование (если захотите, то можете сами почитать из-за чего брызги), а на нижней поверхности ванны этого ничего нет.
а я всегда считал, что физика процесса расплавления кромок и переход металла кромок из твердого в жидкое состояние происходит за счет температуры нижней поверхности ванны и перемешивания с верхней (кипения) и в момент когда жидкий разогретый металл соприкасается с относительно холодными твердыми нерасплавленными кромками образуются брызги...Давайте я останусь при своем мнении.
Про силы натяжения согласен полностью. Я Вас понял, вы причиной брызг металла на снимке считаете такие вот "провалы", но как выглядел бы корень шва на снимке в случае такого вот "провала"? Мы бы увидели бы там большое количество наплавленного металла в корне, а на снимке мы видим не тронутые кромки, что говорит о том что никаких прожогов не было.
Колян2
Дефектоскопист всея Руси
Господа!Вы совсем не учитываете огромнейшее влияние кариолисовой силы на процесс формирования шва!:mocking:Такое ощущение,что некоторые к реальному производству имеют весьма опосредованное отношение.А вам никогда не приходилось видеть стыковку труб после газовой или плазменной резки?Даже если и не сразу прям "из-под резака"а с мех. подготовкой кромок,хрен кого заставишь устранять неизбежные на внутренней поверхности грат и брызги.А вы цельную "научно-такелажную" теоретически-исследовательскую работу провели в области брызгообразования!Но один нерешённый вопрос так и остался-а нахрена?
Последнее редактирование:
Но один нерешённый вопрос так и остался-а нахрена?
Это Вы слишком глыбоко копнули)))
по второму кругу: а чего там непровар и брызги?на снимке непровар в корне шва + брызги металла.
не факт.
краткость может и сестра таланта, но не в вашем случае: нужны какие то аргументы, в противном случае у нас не будет предметной беседы, а в чем тогда смысл?
неправильно считали. по вашему варить в верхнем положении нельзя- там же верх и низ меняются местами.а я всегда считал, что физика процесса расплавления кромок и переход металла кромок из твердого в жидкое состояние происходит за счет температуры нижней поверхности ванны и перемешивания с верхней (кипения)
нет, ну почему брызги? там просто разогретый металл быстро остывает и все. в жидкий металл можно опустить твердый и никаких брызг не будет. вам надо как то пояснить физику образования брызг, приведите ссылку где этот процесс описывается более-менее правдоподобно.и в момент когда жидкий разогретый металл соприкасается с относительно холодными твердыми нерасплавленными кромками образуются брызги..
я разве против. дело в том, что вы свое видение должны отстаивать убедительными аргументами, а если не удается, то, возможно, надо мнение менять.Давайте я останусь при своем мнении.
вот я ничего не понял, вы хорошо понимаете, что такое прожег? если у вас прожег, а это значит, что разогретый металл (ванна) провалилась вниз, то откуда возьмется "большое количество наплавленного металла в корне"? там наоборот металла не будет и участок этот будет вполне себе с ровными и гладкими краями. после того, как прожег произошел сварщик пытался этот участок заплавить так как мог. вы представляете как можно заплавить достаточно широкий зазор? там уже корень того тю-тю, нижние кромки расплавились и их уже нет. если сварщик не смог заварить специально подготовленный шов, то сварить не подготовленный (с прожегом) он тем более не сможет.Я Вас понял, вы причиной брызг металла на снимке считаете такие вот "провалы", но как выглядел бы корень шва на снимке в случае такого вот "провала"? Мы бы увидели бы там большое количество наплавленного металла в корне, а на снимке мы видим не тронутые кромки, что говорит о том что никаких прожогов не было.
Последнее редактирование:
Вот отсюда берутся брызги на "потолке" внутри трубы.
я изобразил более понятно. объясните как появляются брызги и что является их источником.
и про физику образования попробую предвосхитить ваш повтор. вы писали, что брызги от соприкосновения расплавленного металла и холодного, так вот, есть способы сварки, которые брызг не дают (ну, например, все знают или видят, что сварка в смесях дает значительно меньше брызг, чем в углекислом газе), а при всех этих способах горячий металл соприкасается с холодным одинаково.
Вложения
metelev
Бывалый
Хочу поблагодарить присутствующих, особенно dea135, за интересное обсуждение. Гораздо понятнее, что на снимке и в чём сложности и неоднозначности, как назвать дефект.
краткость может и сестра таланта, но не в вашем случае: нужны какие то аргументы, в противном случае у нас не будет предметной беседы, а в чем тогда смысл?
я привел свои аргументы. Вы их не воспринимаете.
неправильно считали. по вашему варить в верхнем положении нельзя- там же верх и низ меняются местами.
я считаю что правильно. Не понимаю вашей системы координат, относительно чего вы определяете где низ где верх...
простите, но я не учебный центр. Просто для чего по вашему требуется предварительный подогрев кромок?нет, ну почему брызги? там просто разогретый металл быстро остывает и все. в жидкий металл можно опустить твердый и никаких брызг не будет. вам надо как то пояснить физику образования брызг, приведите ссылку где этот процесс описывается более-менее правдоподобно.
все таки Вы не убедили меня в обратномя разве против. дело в том, что вы свое видение должны отстаивать убедительными аргументами, а если не удается, то, возможно, надо мнение менять.
после заварки прожога в месте провала будет большое количество металла, почему так я уже писал.вот я ничего не понял, вы хорошо понимаете, что такое прожег? если у вас прожег, а это значит, что разогретый металл (ванна) провалилась вниз, то откуда возьмется "большое количество наплавленного металла в корне"?
вы представляете как можно заплавить достаточно широкий зазор? там уже корень того тю-тю, нижние кромки расплавились и их уже нет. если сварщик не смог заварить специально подготовленный шов, то сварить не подготовленный (с прожегом) он тем более не сможет.
представляю, более того, даже сам так делал)
я изобразил более понятно. объясните как появляются брызги и что является их источником.
и про физику образования попробую предвосхитить ваш повтор. вы писали, что брызги от соприкосновения расплавленного металла и холодного, так вот, есть способы сварки, которые брызг не дают (ну, например, все знают или видят, что сварка в смесях дает значительно меньше брызг, чем в углекислом газе), а при всех этих способах горячий металл соприкасается с холодным одинаково.
для уменьшения брызг достаточно подогреть кромки, но полностью их устранить не получится.
P.S. Хотел залить фото прожога и последствия его заварки, но почему то не могу найти как это сделать.
Последнее редактирование:
AlexShel, если вы думаете, что для снижения разбрызгивания, то сильно ошибаетесь.простите, но я не учебный центр. Просто для чего по вашему требуется предварительный подогрев кромок?
заварить прожег дело не простое и металлу там неоткуда взяться. в том месте прожег так и остался, просто сварщик его "замазал" как мог, возможно, думал, что прокатит.после заварки прожога в месте провала будет большое количество металла, почему так я уже писал.
ну расскажите.представляю, более того, даже сам так делал)
Я тоже не учебный центр, но мне не жалко. И так, зачем нужен предварительный подогрев:для уменьшения брызг достаточно подогреть кромки, но полностью их устранить не получится.
Предварительный подогрев в основном используется по четырем причинам: (1) он снижает скорость остывания наплавленного и основного металла, что позволяет создать материал из более вязкого состава с большей устойчивостью к образованию трещин; (2) меньшая скорость охлаждения позволит диффузионному водороду безопасно рассеяться без риска образования трещин; (3) он позволяет снизить усадочное напряжение шва и прилегающего металла основы, что особенно важно для соединений под высоким напряжением и (4) он поднимает температуру некоторых марок стали до значения, при котором не может произойти хрупкий излом. Кроме этого, предварительный подогрев может использоваться для того, чтобы обеспечить нужные механические свойства, например, ударной вязкости. (https://www.lincolnelectric.com/ru-ru/support/process-and-theory/Pages/preheat-detail.aspx)
Коллеги, как вы классифицируете этот дефект? Исходные данные: 12Х18Н10Т, 14мм, сварка полуавтоматом. Шов стыковой. Это образец если что. Нормы оценки - ISO 10675 и ISO 5817.
Это не дефект плёнки. Делали несколько снимков, на всех одно и то же.
Это не дефект плёнки. Делали несколько снимков, на всех одно и то же.
Вложения

Последнее редактирование:
Похожие темы
- Ответы
- 473
- Просмотры
- 24K
- Ответы
- 17
- Просмотры
- 1K
- Ответы
- 21
- Просмотры
- 1K
- Ответы
- 6
- Просмотры
- 831
Поделиться: