Re: Все 6 страниц НЕ ЧИТАЛ
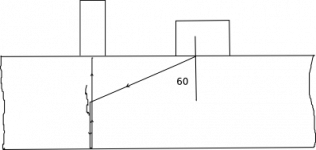
На вкус и цвет фломастеры разные, но в целом соглашусь, что этот фломастер вкуснее. Правда после нашего контроля, по нашей "упрощённой" схеме, ещё не было претензий, что шов развалился, лопнул или что-то ещё с ним случилось, что в данном случае говорит о жизнеспособности обычного эхо-метода.epoch4 написал(а):А я бы, в данном случае, к шестидесятиградусному ПЭП добавил прямой совмещённый и дополнительно прошёлся дельта-методом на предмет зеркально отражающих дефектов.USM35 XS написал(а):Валик усиления снять заподлицо, взять ПЭП 45 и на 60 градусов (в случае российских ПЭП - 55 и 65), и проверить по кругу с двух сторон прямым лучом.
Так я сразу предупредил, что все 6 страниц обсуждения не читал, а просто дал ответ на поставленный изначально вопрос. А на тех 6 страницах наверняка, в стиле форума, развели срач на пустом месте, хотя по существу вопрос решается легко и непринужденно.dea135 написал(а):ну, а я что предлагал- то же самое.