вообще- да. обычно это никому не говорят и не распространяются, но это разумный подход. вот у вас поломался автомобиль. можно диагностировать все узлы и в каком-нибудь найти отказ, а можно, исходя из технической логики, начать диагностику с наиболее вероятных. это сильно ускоряет достижение цели. в обычной жизни все так и поступают, даже если это явно не осознают. стоимость работ имеет значение. и даже в конструкторской документации, например, то же стандарт исо 17640 ( исо 11666) предполагает разные подходы к дотошности проверки однотипных швов- одни швы чуть-чуть, а другие юзать и юзать.Это чисто мое мнение и без обид - А вы предлагаете по сути к сварному соединению подойти с вероятной "вами спрогназируемой стороны" просканировать дотошно именно эти участки... А в тех вероятных местах где по вашим предположениям ни чего не предпологается отнестись так "тяп ляп"
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Стыковое соединение разных толщин 20*16
- Автор темы lebensvoll
- Дата начала
Ответить

 не нужно свое понимание прочитанного излагать в массы!!!
не нужно свое понимание прочитанного излагать в массы!!!
Один стандарт не рассматривается ни когда - его нужно рассматривать в купе НТД из одного в другой и т.д. при этом нужно учесть "Иерархия – порядок подчиненности низших звеньев к высшим"
Да и вообще нет такого трактования в НТД чуть-чуть
Имеется Метод контроля далее смотрим РД КМ и т.д там находим Категория шва от этой категории мы узнаем Объём контроля в основном он равен 100% даже если есть момент 50% то и тут мы вновь
* При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100 % длины швов
типа 6 категории II.
И прошу заметить разницу в Вашем сравнении - механизмы и их работа на автотранспорте
И сварные соединения металоконструкций
И в том и в другом случае над созданием единого целого проработали ряд специалистов для того чтоб начать использовать ее нам (дефектоскопистов)
Если рассмотреть Ваш подход с автомобилем (давайте еще установим одну точку над "Й" - не личный автотранспорт) то при поломке данного средства вы сможете произвести самоанализ и произвести какие то действия для устранения на месте, чтоб доехать до автосервиса и произвести диагностику чтоб выявить уже конкретный этап - почему именно так произошло и доделать все надлежащим образом. И заметьте еще одно, если произойдет повторное то вы будите СЕТОВАТЬ НА СЛЕСАРЯ который производил диагностику с последующим ремонтом, затем на автопром компании производителя, далее последует нецензурная брань и сетование на ЖИЗНЬ НЕ ЛЕГКУЮ и ПРАВИТЕЛЬСТВО отвратное. НО НИ КАК ВЫ НЕ ВОЗЬМЕТЕ ВО ВНИМАНИЕ СЕБЯ - как управленца этим средством и свою манеру вождения или своевременность проведения диагностик и ТО, не так ли!?
В случае со сварочными металоконструкциями (которые как и автотранспорт - был ряд специалистов проработавший этот конструктив. Завод над созданием. Проектировщик над уже всеобщим масштабом. НТД уже опробаваны и давно в работе "пусть с некоторыми огрехами -ну а где их не бывает!?").
Есть конкретные объемы работ, есть конкретная подготовка прибора к выявлению дефекта и его приемка или не приемка. И причем тут "чуть чуть или юзать и юзать".
ВЫЯВИЛ УСТАНОВИЛ МАРКЕР зафиксировал все - исправляйте
Тут мне не накого сослаться если я тут поюзал (согласно своего умозаключения) а там чуть чуть. И потом проверяющий пришел и бац выявил там где я чуть чуть а при этом я написал уже годен...
Или того хлеще РУХНУЛО ВСЕ к едрене фене - сварщика не позовут на разбор полетов, его росписей нет в Актах скрытых работ!!!
НЕТ ТУТ ТОГО СЛЕСАРЯ И ПРАВИТЕЛЬСТВА И АВТОПРОМА
Буду лишь я один на нарах шарики катать и того сварщика часто вспоминать
вот мы сталкиваемся опять с разными подходами- формальным и фактическим. тут вопрос решается так. если нужно качество и оно главный приоритет, то необходимо формализм рассматривать как необходимой условие, а не достаточное. вот я уже много раз писал, что все западные стандарты ( те же исо) предполагают возможность изменения прописанного порядка в зависимости от реальной ситуации. поэтому технические стандарты не правовые документы. ну а если качество вопрос не важный, то можно этот и любой другой контроль под плинтус. В общем-то все понятно: решается проблема по ситуации и необходимости.
Тем не менее, на ваш текст :" Проверяем этот же шов как учили более опытные дефектоскописты с использованием ПЭП 60 градусов - непровар по всей длине. Выходит, что я проверяя по методике совершенно беспрепятственно пропускаю непровар. А в борьбе за качество мне придётся отступить от методики" хочу привести текст буржуинской методики, это пункт 5.2 из исо 11666:
"Любой дефект с амплитудой ниже уровня приемки, но выше оценочного уровня, с протяженностью, превышающей t, для диапазона толщин 8 мм ≤ t < 15 мм, или t/2 или 20 мм, в зависимости от того, какая из этих величин больше, для любого другого диапазона толщин, должен подвергаться дальнейшему контролю. Это означает, что дополнительно нужно использовать преобразователи с другими углами ввода и, если это указано в технических
условиях, метод тандем.
Окончательная оценка должна основываться на показаниях максимальной амплитуды эхосигнала и измеренной протяженности дефекта."
как видите это вопрос даже нашел свое воплощение в стандарте.
вам мой совет такой. не горячитесь с изложением длинных постов. сначала научитесь ясно писать короткие, когда я читаю ваши посты, то не могу понять мысль, кроме того есть семантические невязки в предложениях. не спешите, подумайте, почитайте стандарт и может после этого вам не захочется писать пост или он будет более содержателен. пока при всем желании я не могу вам ответить- не знаю на что. не обижайтесь.
а есть другой подход. этот подход основан на понимании, где следует ожидать наиболее опасные и ожидаемые дефекты и под это подстроить схемы контроля. и в том и другом случае достоверность не будет равна единице, но разница все же будет. просто в первом случае вы контролируете так как писали здесь- выше уровня брак, ниже- не брак и все. во втором вы работаете с пониманием (вы понимаете что у вас не очень хорошо и пытаетесь собственной соображалкой это компенсировать. ну, следует понимать не буквально только соображалкой, а дополнительными схемными решениями в случае подозрения и пр.).
разница в походах понятна. в первом случае это просто соответствовать требованиям НТД, а во втором случае пытаться решить проблему, конечно, приняв на себя ответственность. принять ответственность это не синоним быть отчаянным, это быть опытным специалистом, т.е. понимать, что выполненный контроль действительно выявляет опасные дефекты шва. ну и разницу в подходах можно сформулировать так- в первом случае вы сделали все как требует НТД, а во втором случае вы констатируете, что выявили дефекты или их там нет.
в жизни, конечно, все хотят работать по первому подходу, он более комфортный и доступный. но бывают случаи когда нужно и по второму варианту. вот для того, чтобы уметь это реализовать и нужно тренироваться дополнительно соображать, уметь отходить от традиционных решений.
Не нашёл мой вопрос воплощение в стандарте. В ИСО пишут, что если дефект обнаружен, то его нужно исследовать дальше. Я описываю ситуацию, когда дефект есть, но формально не обнаружен. А обнаружен, только при условии что мне больше всех надо и я решил самостоятельно отступить от методики, взяв другое оборудование. Чего не требуется ни от меня, ни от всех кто со мной работает. С таким же успехом если меня позовут проводить УЗК, а я там ещё кучу визуальных дефектов найду (при условии, что ВИК принимала другая контора).
до 5 мм. (и даже дальше), вы прекрасно добиваете прямым и однократно отраженным лучем.
не знаю, зачем начинают здесь эту тягомотину, эскиз, госты. все это не имеет прямого отношения к делу. воспринимайте этот шов, как 16мм. стыковое сварное соединение. и контроль делайте соответственный. все очень просто.
взяли вы не оптимальный угол и в процессе контроля вы видите отражение, скажем, ниже контрольного (оценки) уровня, но довольно протяженное. что мешает изменить угол и проверить?- религия же нам позволяет. вопрос только в приоритетах: если задача на обеспечения высокого качества, то используем подходы именно для этого, а если просто нужно ограничиться протоколом, то включаем формализм.
поэтому, если заказчик опытный или, например, проконсультируется со мной перед заключением договора на изготовление металлоконструкций и пригласит меня на дубль (приемочный контроль), то формализм может не прокатить. ну а если заказчик хочет подешевле, побыстрее и пр., то будет все наоборот. бывает иногда пригласив меня на приемочный контроль заказчик просит снизить уровень требования к металлоконструкциям. и этому тоже есть объяснение и получается так не потому, что заказчик или изготовитель плохой, а потому, что в целом среда такая- или вы плывете по течению как все и не испытываете больших проблем или будет куча проблем (часто за те же деньги). поэтому сделать хорошо принципиально и мы можем, а вот не принципиально уже не получается.

Возьмите наклонную плоскость с углом 45 градусов. Возьмите два ПЭП: один прямой, другой наклонный с углом ввода 45 градусов.
Вы прямым чего-нибудь увидите?
Или возьмем тоже несплавление и один угол ввода, допустим 65 градусов, если скос кромки 25 градусов.
Мы это несплавление с обеих сторон увидим или только с одной? Допустим работаем однократноотраженным лучом, несплавление находится в верхней части шва


epoch4
Профессионал
- Регистрация
- 20.11.2012
- Сообщения
- 640
- Реакции
- 215
Да никто не призывает... ТАК заморачиваться... Но, неплохо было бы знать заранее, что у сварщика Васи в понедельники с похмелья непровары, что сварочный автомат Эс А Десять дробь Шестнадцать несплавляет кромку в шестой лунный день, что в новой партии МХП недоложили анаптаниума, что по опыту сварки и ремонта подобных стыков наиболее вероятны вот такие-то дефекты вот в таком-то месте. Повторяю, не обязательно, но НЕПЛОХО БЫ знать. Из неформального общения с людьми, причастных к производству всего этого.ЗАЧЕМ МНЕ ЗАМОРАЧИВАТЬСЯ НАД 4-мя позициями выше
lebensvoll
Мастер дефектоскопии
стандарт исо 17640 ( исо 11666) предполагает разные подходы к дотошности проверки однотипных швов- одни швы чуть-чуть, а другие юзать и юзать.
не нужно свое понимание прочитанного излагать в массы!!!Один стандарт не рассматривается ни когда - его нужно рассматривать в купе НТД из одного в другой и т.д. при этом нужно учесть "Иерархия – порядок подчиненности низших звеньев к высшим"
Да и вообще нет такого трактования в НТД чуть-чуть
Имеется Метод контроля далее смотрим РД КМ и т.д там находим Категория шва от этой категории мы узнаем Объём контроля в основном он равен 100% даже если есть момент 50% то и тут мы вновь
* При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100 % длины швов
типа 6 категории II.
И прошу заметить разницу в Вашем сравнении - механизмы и их работа на автотранспорте
И сварные соединения металоконструкций
И в том и в другом случае над созданием единого целого проработали ряд специалистов для того чтоб начать использовать ее нам (дефектоскопистов)
Если рассмотреть Ваш подход с автомобилем (давайте еще установим одну точку над "Й" - не личный автотранспорт) то при поломке данного средства вы сможете произвести самоанализ и произвести какие то действия для устранения на месте, чтоб доехать до автосервиса и произвести диагностику чтоб выявить уже конкретный этап - почему именно так произошло и доделать все надлежащим образом. И заметьте еще одно, если произойдет повторное то вы будите СЕТОВАТЬ НА СЛЕСАРЯ который производил диагностику с последующим ремонтом, затем на автопром компании производителя, далее последует нецензурная брань и сетование на ЖИЗНЬ НЕ ЛЕГКУЮ и ПРАВИТЕЛЬСТВО отвратное. НО НИ КАК ВЫ НЕ ВОЗЬМЕТЕ ВО ВНИМАНИЕ СЕБЯ - как управленца этим средством и свою манеру вождения или своевременность проведения диагностик и ТО, не так ли!?
В случае со сварочными металоконструкциями (которые как и автотранспорт - был ряд специалистов проработавший этот конструктив. Завод над созданием. Проектировщик над уже всеобщим масштабом. НТД уже опробаваны и давно в работе "пусть с некоторыми огрехами -ну а где их не бывает!?").
Есть конкретные объемы работ, есть конкретная подготовка прибора к выявлению дефекта и его приемка или не приемка. И причем тут "чуть чуть или юзать и юзать".
ВЫЯВИЛ УСТАНОВИЛ МАРКЕР зафиксировал все - исправляйте
Тут мне не накого сослаться если я тут поюзал (согласно своего умозаключения) а там чуть чуть. И потом проверяющий пришел и бац выявил там где я чуть чуть а при этом я написал уже годен...
Или того хлеще РУХНУЛО ВСЕ к едрене фене - сварщика не позовут на разбор полетов, его росписей нет в Актах скрытых работ!!!
НЕТ ТУТ ТОГО СЛЕСАРЯ И ПРАВИТЕЛЬСТВА И АВТОПРОМА
Буду лишь я один на нарах шарики катать и того сварщика часто вспоминать
Случай из жизни. Контролируем стыковое сварное соединение, толщину не помню - в диапазоне от 20 до 40мм. По методике нужно использовать ПЭП 65+5 градусов (в наличии есть 70) и 45+5 градусов (в наличии 45). Проверяем этими ПЭПами, проверяется хорошо в обе стороны, ничего не мешает, но дефектов не обнаружено. Проверяем этот же шов как учили более опытные дефектоскописты с использованием ПЭП 60 градусов - непровар по всей длине. Выходит, что я проверяя по методике совершенно беспрепятственно пропускаю непровар. А в борьбе за качество мне придётся отступить от методики. Дальше начинается удивительное - шов сдаётся представителю заказчика. Он принимает только по методике, без отступлений. Вопрос в чём, нужно ли мне рвать жопу и заставлять сварщиков исправлять этот шов, когда
а) отступления от методики кроме как мне больше никому не нужны
б) заказчик всё принял
в) весь контроль проведён в соответствии с методикой.
вот мы сталкиваемся опять с разными подходами- формальным и фактическим. тут вопрос решается так. если нужно качество и оно главный приоритет, то необходимо формализм рассматривать как необходимой условие, а не достаточное. вот я уже много раз писал, что все западные стандарты ( те же исо) предполагают возможность изменения прописанного порядка в зависимости от реальной ситуации. поэтому технические стандарты не правовые документы. ну а если качество вопрос не важный, то можно этот и любой другой контроль под плинтус. В общем-то все понятно: решается проблема по ситуации и необходимости.
Тем не менее, на ваш текст :" Проверяем этот же шов как учили более опытные дефектоскописты с использованием ПЭП 60 градусов - непровар по всей длине. Выходит, что я проверяя по методике совершенно беспрепятственно пропускаю непровар. А в борьбе за качество мне придётся отступить от методики" хочу привести текст буржуинской методики, это пункт 5.2 из исо 11666:
"Любой дефект с амплитудой ниже уровня приемки, но выше оценочного уровня, с протяженностью, превышающей t, для диапазона толщин 8 мм ≤ t < 15 мм, или t/2 или 20 мм, в зависимости от того, какая из этих величин больше, для любого другого диапазона толщин, должен подвергаться дальнейшему контролю. Это означает, что дополнительно нужно использовать преобразователи с другими углами ввода и, если это указано в технических
условиях, метод тандем.
Окончательная оценка должна основываться на показаниях максимальной амплитуды эхосигнала и измеренной протяженности дефекта."
как видите это вопрос даже нашел свое воплощение в стандарте.
как же так? тем форум и ценен, что именно свое надо излагать, а чужое копировать не велика мудрость- книжек вагон и куча тележек. дело в том, что свое, как правило, понято и может быть толково разъяснено другим.не нужно свое понимание прочитанного излагать в массы!!!
вам мой совет такой. не горячитесь с изложением длинных постов. сначала научитесь ясно писать короткие, когда я читаю ваши посты, то не могу понять мысль, кроме того есть семантические невязки в предложениях. не спешите, подумайте, почитайте стандарт и может после этого вам не захочется писать пост или он будет более содержателен. пока при всем желании я не могу вам ответить- не знаю на что. не обижайтесь.
lebensvoll
Мастер дефектоскопии
И то верно!!!
:drinks:
Главное чтоб свой глаз был прекрыт. А идентичного понимания по изучению или прочтению всегда были есть и будут, даже если читать один материал с аппонентом.
Так что лучше тему закрыть, потому как ПОСТ с моим вопросом по сути расскрыт куда более в понятливой и полной форме - ну для меня точно.
Далее это уже лишнее...
:drinks:
Главное чтоб свой глаз был прекрыт. А идентичного понимания по изучению или прочтению всегда были есть и будут, даже если читать один материал с аппонентом.
Так что лучше тему закрыть, потому как ПОСТ с моим вопросом по сути расскрыт куда более в понятливой и полной форме - ну для меня точно.
Далее это уже лишнее...
lebensvoll
Мастер дефектоскопии
dea135, Еще один момент по сути его вроде бы рассматривали и обсуждали но не тут
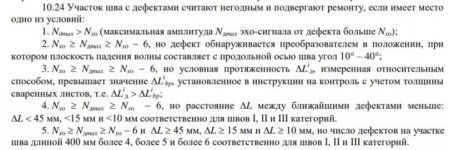
Но все же метода то не позволяет РАЗ УСЛОВИЕ ТО не срабатывает и нужна игра углов; изменения вылета стрелы; ну и мертвой зоны: см.СКРИН
А ЭТО метода утвержденная
Но все же метода то не позволяет РАЗ УСЛОВИЕ ТО не срабатывает и нужна игра углов; изменения вылета стрелы; ну и мертвой зоны: см.СКРИН
А ЭТО метода утвержденная
Вложения

Последнее редактирование:
формально, чтобы удовлетворить требование, которое указано в вашем нормативе нужно увеличивать углы, уменьшать стрелу и, наверное, изменять требование к шву (мы за комплексный подход?). бывают швы не контролепригодны или частично не контролепригодны. если ширина шва большая, то может так статься, что никакая игра углов не поможет. это очевидно. поэтому в случае не выполнения условия вы можете отказаться от контроля или провести его с записью о не полном соответствии требованиям норматива.dea135, Еще один момент по сути его вроде бы рассматривали и обсуждали но не тут
Но все же метода то не позволяет РАЗ УСЛОВИЕ ТО не срабатывает и нужна игра углов; изменения вылета стрелы; ну и мертвой зоны: см.СКРИН
а есть другой подход. этот подход основан на понимании, где следует ожидать наиболее опасные и ожидаемые дефекты и под это подстроить схемы контроля. и в том и другом случае достоверность не будет равна единице, но разница все же будет. просто в первом случае вы контролируете так как писали здесь- выше уровня брак, ниже- не брак и все. во втором вы работаете с пониманием (вы понимаете что у вас не очень хорошо и пытаетесь собственной соображалкой это компенсировать. ну, следует понимать не буквально только соображалкой, а дополнительными схемными решениями в случае подозрения и пр.).
разница в походах понятна. в первом случае это просто соответствовать требованиям НТД, а во втором случае пытаться решить проблему, конечно, приняв на себя ответственность. принять ответственность это не синоним быть отчаянным, это быть опытным специалистом, т.е. понимать, что выполненный контроль действительно выявляет опасные дефекты шва. ну и разницу в подходах можно сформулировать так- в первом случае вы сделали все как требует НТД, а во втором случае вы констатируете, что выявили дефекты или их там нет.
в жизни, конечно, все хотят работать по первому подходу, он более комфортный и доступный. но бывают случаи когда нужно и по второму варианту. вот для того, чтобы уметь это реализовать и нужно тренироваться дополнительно соображать, уметь отходить от традиционных решений.
Но только не по скосу, остальное практично.Обучение (самообучение), это конечно хорошо! Но, не нужно делать из мухи слоника. Даже маленького. Не заморачивайтесь сильно. Настраивайте контроль на 16 мм. То, что у вас (по координатам) выходит ЗА сварное соединение, дефектом не является, и обсуждаться не может. Контролировать шов со стороны 16ти мм. И все будет пучком. То, что у вас толщина разная, в этом случае, этим можно пренебречь, так как фаска подгоняется под более "тонкий" металл.
Ну-ну... и зачем люди только на третий уровень идут...и почему так третий уровень ценится....нафиг нужно, все в НТД описано, все методы и способы! Особенно иностранцы "тупые", они требуют, что бы инструкции писал по данному НТД спец именно третьего уровня...что с них взять "ну тупые", зря только деньги на спеца с третьим уровнем тратят и на методики.Не нужно выдумывать велосипед как мне уже тут сказали - все методы описаны в НТД по которому мы должны будет проводить контроль (у вас это труба; в моем случае это листы металла).
А вообще мне нравится его безапелляционность. Лет, через пять, когда действительность мордой об стол повозит и под бумажками с грозными подписями подергается, начнет думать. А еще через пять, глядишь, и хороший инженер получится.
lebensvoll
Мастер дефектоскопии
Да как же практично
Если даже методика по СТО и условие на толщины говорит о том что 65 градусом ну ни как...
Нужен другой угол ввода раз и вылет стрелы меньше 15 два ну и третье за мёртвую зону не забываем а она должна быть не более 3мм.
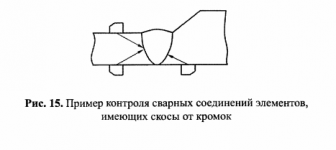
А СДОС 11-2015 вообще демонстрирует со скосом сканировать с трёх позиций (выше приложил скрин)
Если даже методика по СТО и условие на толщины говорит о том что 65 градусом ну ни как...
Нужен другой угол ввода раз и вылет стрелы меньше 15 два ну и третье за мёртвую зону не забываем а она должна быть не более 3мм.
А СДОС 11-2015 вообще демонстрирует со скосом сканировать с трёх позиций (выше приложил скрин)
lebensvoll
Мастер дефектоскопии
Это уже передергивание, вы не находите!?
При чем тут 3-й уровень в моём ПОСТЕ с вопросом.
Ну если вы затронули и это
То выше я уже ответил что 65 градусом не получается подойти к моей задаче да НТД даёт понять это описывая условия.
А также СДОС демонстрирует подход сканирования к стыковому соединению имеющий скос с металла большей толщины к меньшей.
Где трактования описанные 3-м уровнем о такой вот ситуации и описания методы!?
При чем тут 3-й уровень в моём ПОСТЕ с вопросом.
Ну если вы затронули и это
То выше я уже ответил что 65 градусом не получается подойти к моей задаче да НТД даёт понять это описывая условия.
А также СДОС демонстрирует подход сканирования к стыковому соединению имеющий скос с металла большей толщины к меньшей.
Где трактования описанные 3-м уровнем о такой вот ситуации и описания методы!?
lebensvoll
Мастер дефектоскопии
Через Терни к звёздам
Так каждый начинал свой путь
Но я упёртый
Но осталось ещё два года и на пересдачу
А вот пойду ли я пока не известно.
Но затянуло в познание - потому как первый год после учёбы этим вообще не занимались бетонирование шло.
Сейчас же в двух направлениях это тяжело очень но акцент ставишь на металле
Потому как с бетонами я с 2005 года А с этим хвэрэм только начал часать против шерстки чтоб увидеть его клыки
Так каждый начинал свой путь
Но я упёртый
Но осталось ещё два года и на пересдачу
А вот пойду ли я пока не известно.
Но затянуло в познание - потому как первый год после учёбы этим вообще не занимались бетонирование шло.
Сейчас же в двух направлениях это тяжело очень но акцент ставишь на металле
Потому как с бетонами я с 2005 года А с этим хвэрэм только начал часать против шерстки чтоб увидеть его клыки
вот мы сталкиваемся опять с разными подходами- формальным и фактическим. тут вопрос решается так. если нужно качество и оно главный приоритет, то необходимо формализм рассматривать как необходимой условие, а не достаточное. вот я уже много раз писал, что все западные стандарты ( те же исо) предполагают возможность изменения прописанного порядка в зависимости от реальной ситуации. поэтому технические стандарты не правовые документы. ну а если качество вопрос не важный, то можно этот и любой другой контроль под плинтус. В общем-то все понятно: решается проблема по ситуации и необходимости.
Тем не менее, на ваш текст :" Проверяем этот же шов как учили более опытные дефектоскописты с использованием ПЭП 60 градусов - непровар по всей длине. Выходит, что я проверяя по методике совершенно беспрепятственно пропускаю непровар. А в борьбе за качество мне придётся отступить от методики" хочу привести текст буржуинской методики, это пункт 5.2 из исо 11666:
"Любой дефект с амплитудой ниже уровня приемки, но выше оценочного уровня, с протяженностью, превышающей t, для диапазона толщин 8 мм ≤ t < 15 мм, или t/2 или 20 мм, в зависимости от того, какая из этих величин больше, для любого другого диапазона толщин, должен подвергаться дальнейшему контролю. Это означает, что дополнительно нужно использовать преобразователи с другими углами ввода и, если это указано в технических
условиях, метод тандем.
Окончательная оценка должна основываться на показаниях максимальной амплитуды эхосигнала и измеренной протяженности дефекта."
как видите это вопрос даже нашел свое воплощение в стандарте.
Не нашёл мой вопрос воплощение в стандарте. В ИСО пишут, что если дефект обнаружен, то его нужно исследовать дальше. Я описываю ситуацию, когда дефект есть, но формально не обнаружен. А обнаружен, только при условии что мне больше всех надо и я решил самостоятельно отступить от методики, взяв другое оборудование. Чего не требуется ни от меня, ни от всех кто со мной работает. С таким же успехом если меня позовут проводить УЗК, а я там ещё кучу визуальных дефектов найду (при условии, что ВИК принимала другая контора).
lebensvoll
Мастер дефектоскопии
Да это не только и в ИСО писано кровью...
Также указывается и в других НТД
При обнаружении дефекта должны смотрите скрин
Также можно посмотреть в СДОС что дефект нужно уточнить:
Условную протяжённость
Условную высоту
Координаты
И заметьте что всё это "условно"
А вот амплитуды сигнала это уже установленные мною нормы согласно методу при настройке
Той или иной толщины
Также указывается и в других НТД
При обнаружении дефекта должны смотрите скрин
Также можно посмотреть в СДОС что дефект нужно уточнить:
Условную протяжённость
Условную высоту
Координаты
И заметьте что всё это "условно"
А вот амплитуды сигнала это уже установленные мною нормы согласно методу при настройке
Той или иной толщины
Вложения
Мне так ни кто и не дал ответ по сему вопросу
как я понимаю мы котролируем не только сварной шов но и ЗТВ (а это порядком 5мм)
Я прекрасно понимаю что в самом металле может быть множество дефектов (но, если это в зоне околошовной!?)....
То это наше же тоже!?
до 5 мм. (и даже дальше), вы прекрасно добиваете прямым и однократно отраженным лучем.
не знаю, зачем начинают здесь эту тягомотину, эскиз, госты. все это не имеет прямого отношения к делу. воспринимайте этот шов, как 16мм. стыковое сварное соединение. и контроль делайте соответственный. все очень просто.
USM35 XS, вы же сами контроль проводите?- если проводите, то должны понимать, что так как вы написали не бывает. не бывает так, что один угол видит, а другой не видит. это противоестественно. бывает так, что один угол видит хорошо, а другой хуже. причем, чем больше разница в углах ПЭП, тем больше разница в амплитудах отражений этих ПЭП. это я пишу для плоскостных дефектов, например, несплавления по кромкам или тот же корневой непровар в средней части шва (Х-образный). для объемных дефектов не так, тем они и отличаются. так вот, угол 60 градусов от 65 практически ничем не отличается, разве только немного количественно. понятно, чем отличается и я на это тратить время не буду, скажу только, что 65 градусным часто увидеть можно дальше, чем 60 градусным, но опять же не принципиально. не может быть ситуации, что 60 градусным вы видите сигналы выше браковочного уровня, а 65 (или даже 70) градусным не видите вообще- так не бывает. возьмите утюг получите сигнал от плоскости под углом 0 градусов (в лоб для 65 градусного ПЭП), а потом измените угол на 5 градусов (60 или 70) и вы отражение от плоскости увидите, но немного меньше по амплитуде (можете изменить и на 10 градусов и тоже увидите).В ИСО пишут, что если дефект обнаружен, то его нужно исследовать дальше. Я описываю ситуацию, когда дефект есть, но формально не обнаружен. А обнаружен, только при условии что мне больше всех надо и я решил самостоятельно отступить от методики, взяв другое оборудование.
взяли вы не оптимальный угол и в процессе контроля вы видите отражение, скажем, ниже контрольного (оценки) уровня, но довольно протяженное. что мешает изменить угол и проверить?- религия же нам позволяет. вопрос только в приоритетах: если задача на обеспечения высокого качества, то используем подходы именно для этого, а если просто нужно ограничиться протоколом, то включаем формализм.
все зависит от того, как в договоре сформулировано требование к качеству швов. если там типа не допускаются несплошности с размерами такими-то или должны соответствовать требованиям исо5817 по уровню В, то это требует уже включать соображалку, а если типа сварные швы должны отвечать требованиям инструкции по УЗК такой-то, то вполне достаточно формализма. понятно о чем я сказал? - в первом случае любой более-менее большой дефект в шве приводит к рекламации и компенсации потерь у потребителя и это не зависит от способа контроля (заказчику это все равно, ему важно чтобы швы были без дефектов, а не метод контроля), а во втором случае, действительно, можно доказать, что данные несплошности инструкцией по УЗК не выявляются и мы тут ни при чем. виновата инструкция, а мы в домике: у нас так в договоре записано.Чего не требуется ни от меня, ни от всех кто со мной работает.
поэтому, если заказчик опытный или, например, проконсультируется со мной перед заключением договора на изготовление металлоконструкций и пригласит меня на дубль (приемочный контроль), то формализм может не прокатить. ну а если заказчик хочет подешевле, побыстрее и пр., то будет все наоборот. бывает иногда пригласив меня на приемочный контроль заказчик просит снизить уровень требования к металлоконструкциям. и этому тоже есть объяснение и получается так не потому, что заказчик или изготовитель плохой, а потому, что в целом среда такая- или вы плывете по течению как все и не испытываете больших проблем или будет куча проблем (часто за те же деньги). поэтому сделать хорошо принципиально и мы можем, а вот не принципиально уже не получается.
Kaktus_SPb
Дефектоскопист всея Руси
USM35 XS, вы же сами контроль проводите?- если проводите, то должны понимать, что так как вы написали не бывает. не бывает так, что один угол видит, а другой не видит. это противоестественно. бывает так, что один угол видит хорошо, а другой хуже....
Возьмите наклонную плоскость с углом 45 градусов. Возьмите два ПЭП: один прямой, другой наклонный с углом ввода 45 градусов.
Вы прямым чего-нибудь увидите?
Или возьмем тоже несплавление и один угол ввода, допустим 65 градусов, если скос кромки 25 градусов.
Мы это несплавление с обеих сторон увидим или только с одной? Допустим работаем однократноотраженным лучом, несплавление находится в верхней части шва
Похожие темы
- Ответы
- 96
- Просмотры
- 9K
- Ответы
- 10
- Просмотры
- 1K
Поделиться: