Опубликовали новый текст - на этот раз про наклонные ПЭП для ультразвукового контроля. Если кому-то пригодится - будем рады.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Обсуждение текста про наклонные ПЭП
- Автор темы admin
- Дата начала
Ответить
В тех книгах, которые мне попадались, говорится об изменении угла ввода - но без уточнения, в какую сторону. Как минимум, двое хороших специалистов подсказали мне, что всё-таки в сторону увеличения. Пока исправил, как в литературе. Благодарю за комментарий и буду признателен, если дадите ликбез по данному вопросу.
В смысле с чего? Вы не видели ни разу ПЭП, у которых подошва сточена в одну сторону? Вы ещё скажите, что износа у ПЭП не существует и это всё происки капиталистов. Или у ваших специалистов настолько нежное нажатие на ПЭП, что он не стирается никогда?
Не поленюсь, сфоткаю на днях, где-то в коробке лежали такие, сточенные в одну сторону. При номинальном значении угла ввода 60 градусов, фактический был 64-65.
Также у нас на полке точно стоит "прямой" Р-С ПЭП, который уже никакой не прямой, у него появился наклон минимум в одну сторону.
То была дословная цитата из учебника Евгения Фёдоровича Кретова. Но чтобы было понятнее в контексте - исправил: "При работе с наклонными ПЭП её выполняют по угловым отражателям – двугранным углам, зарубкам и сегментам, а также по плоскодонным и боковым цилиндрическим отверстиям. Особенно популярны зарубки, которые используются для настройки чувствительности при работе с наклонными ПЭП, возбуждающими поперечные волны с углами ввода от 33,5 до 56,5 градусов".
Благодарю, поправил: "Корень – наиболее удалённая от наружной поверхности часть сварного шва. В теории УЗК корнем одностороннего стыкового шва считаются первые 5 мм с внутренней стороны. Важно, чтобы наклонный ПЭП, не налезая на валик сварного шва, обеспечивал контроль всего сечения сварного шва, но корень – желательно прозвучивать именно прямым лучом (по крайней мере, в случае с односторонними стыковыми швами)".

") ).
).

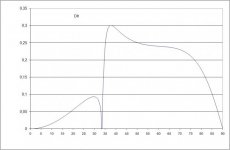
В первоисточнике угол ввода в сталь для границы оргстекло - сталь
Имеется в виду, что если вы возьмете 2 идентичных наклонных ПЭП (с одним углом ввода, частотой, размером и формой пьезоэлемента и т.п.), получите донный сигнал, а потом возьмете один из них и получите сигнал от двугранного угла, то сигналы будут одинаковыми...
Но данное явление наблюдается при углах ввода поперечной волны в стали от 33,5 градусов (Ct_сталь =3,26мм/мкс Cl_оргстекла=2,67мм/мкс) до 90-33,5
В этом случае при расчетах двугранный угол можно заменить бесконечной плоскостью, а при настройке по бесконечной плоскости использовать в качестве опорного сигнала - сигнал от двугранного угла



"По мере изнашивания призмы все эти параметры откланяются от первоначальных номинальных значений: стрела и угол ввода увеличиваются" Стрела увеличивается - это понятно. А угол - с чего?Опубликовали новый текст - на этот раз про наклонные ПЭП
А угол - с чего?
В тех книгах, которые мне попадались, говорится об изменении угла ввода - но без уточнения, в какую сторону. Как минимум, двое хороших специалистов подсказали мне, что всё-таки в сторону увеличения. Пока исправил, как в литературе. Благодарю за комментарий и буду признателен, если дадите ликбез по данному вопросу.
А угол - с чего?
В смысле с чего? Вы не видели ни разу ПЭП, у которых подошва сточена в одну сторону? Вы ещё скажите, что износа у ПЭП не существует и это всё происки капиталистов. Или у ваших специалистов настолько нежное нажатие на ПЭП, что он не стирается никогда?
Не поленюсь, сфоткаю на днях, где-то в коробке лежали такие, сточенные в одну сторону. При номинальном значении угла ввода 60 градусов, фактический был 64-65.
Также у нас на полке точно стоит "прямой" Р-С ПЭП, который уже никакой не прямой, у него появился наклон минимум в одну сторону.
Угол ввода может в любую сторону меняться, в т.ч. и в меньшую. Видел и такие.что всё-таки в сторону увеличения
Последнее редактирование:
Изменение угла - не самое важное. Прежде всего, меняется форма рабочей поверхности ПЭП. Была плоская, стала... кривая. Это особенно заметно на малогабаритных ПЭП при контроле сварных соединений небольшой толщины. Там обычно при контроле передней гранью упираются в усиление. Поверхность зоны сканирования имеет разную шероховатость и волнистость. У шва - зона брызг, условно миллиметров 10, которую зачищают сильнее и не очень ровно. Далее относительно гладкая поверхность, которую зачищают чуть, там часто и так шероховатость и волнистость приемлемые. Основной износ и кривизна получается возле передней грани. У ПЭП с малой стрелой эта зона самая важная. Когда там появляется зазор, это уже не контроль. Изношенный ПЭП приходится выравнивать. В пределах допуска, разумеется, и пытаясь сохранить угол. Некоторые ПЭП изготавливают с удлиненной задней частью подошвы. Такая особенность, возможно, немного стабилизирует износ. Далее - индивидуальные особенности дефектоскописта и условий контроля. У некоторых ПЭП заваливается на одну сторону. У современных малогабаритных ПЭП подошва достаточно тонкая предел износа от силы 2 мм. В конце "жизни" подошва протирается до ПЭ и ПЭП перестает работать.говорится об изменении угла ввода - но без уточнения, в какую сторону.
"При падении поперечной волны в стали на границу с воздухом под углом от 33,5 до 56,5 градусов они отражают ультразвук точно так же, как и плоскость." Не понял фразу. Поясните, пожалуйста
"Считается, что для контроля ОК толщиной 15 мм и более для определения задержки в призме можно использовать СО-3. Для меньших толщин – делать это лучше по тем же настроечным образцам, по которым настраивается чувствительность. Связано это с тем, что при УЗК малых толщин прозвучивание, по сути, реализуется ближней зоной, а не дальней – как в случае с большими толщинами."
Измерение основных параметров ПЭП - конечно важный момент, но иногда трудновыполнимый, например, притертые ПЭП. В принципе, глубиномер настраивается по двум проекциям и без определения стрелы и угла ввода в явном виде - по двум отражателям. Желательно, чтобы они располагались в начале и конце зоны контроля. Зарубка в этом плане - неплохо. Координаты S и 2S для Y достаточно удобны и понятны. Х от передней грани тоже просто и точно измерить.
"Корень – наиболее удалённая от наружной поверхности часть сварного шва. В теории УЗК корнем считаются первые 5 мм с внутренней стороны."
Это частное определение, справедливо только для швов с односторонним усилением. Следуя ему, можно ошибиться в выборе параметров ПЭП. Корень прямым лучом это правильно. Обратите внимание на выбор параметров ПЭП в ОП-501. Рекомендации справедливы только для швов с односторонним усилением. Это и понятно, ведь основной объект ОП-501 - трубы. Для двухсторонних швов, особенно на небольших толщинах, следую рекомендациям ОП, в корень прямым лучом можно и не попасть
"Считается, что для контроля ОК толщиной 15 мм и более для определения задержки в призме можно использовать СО-3. Для меньших толщин – делать это лучше по тем же настроечным образцам, по которым настраивается чувствительность. Связано это с тем, что при УЗК малых толщин прозвучивание, по сути, реализуется ближней зоной, а не дальней – как в случае с большими толщинами."
Измерение основных параметров ПЭП - конечно важный момент, но иногда трудновыполнимый, например, притертые ПЭП. В принципе, глубиномер настраивается по двум проекциям и без определения стрелы и угла ввода в явном виде - по двум отражателям. Желательно, чтобы они располагались в начале и конце зоны контроля. Зарубка в этом плане - неплохо. Координаты S и 2S для Y достаточно удобны и понятны. Х от передней грани тоже просто и точно измерить.
"Корень – наиболее удалённая от наружной поверхности часть сварного шва. В теории УЗК корнем считаются первые 5 мм с внутренней стороны."
Это частное определение, справедливо только для швов с односторонним усилением. Следуя ему, можно ошибиться в выборе параметров ПЭП. Корень прямым лучом это правильно. Обратите внимание на выбор параметров ПЭП в ОП-501. Рекомендации справедливы только для швов с односторонним усилением. Это и понятно, ведь основной объект ОП-501 - трубы. Для двухсторонних швов, особенно на небольших толщинах, следую рекомендациям ОП, в корень прямым лучом можно и не попасть
"При падении поперечной волны в стали на границу с воздухом под углом от 33,5 до 56,5 градусов они отражают ультразвук точно так же, как и плоскость." Не понял фразу. Поясните, пожалуйста
То была дословная цитата из учебника Евгения Фёдоровича Кретова. Но чтобы было понятнее в контексте - исправил: "При работе с наклонными ПЭП её выполняют по угловым отражателям – двугранным углам, зарубкам и сегментам, а также по плоскодонным и боковым цилиндрическим отверстиям. Особенно популярны зарубки, которые используются для настройки чувствительности при работе с наклонными ПЭП, возбуждающими поперечные волны с углами ввода от 33,5 до 56,5 градусов".
Это частное определение, справедливо только для швов с односторонним усилением. Следуя ему, можно ошибиться в выборе параметров ПЭП. Корень прямым лучом это правильно. Обратите внимание на выбор параметров ПЭП в ОП-501. Рекомендации справедливы только для швов с односторонним усилением.
Благодарю, поправил: "Корень – наиболее удалённая от наружной поверхности часть сварного шва. В теории УЗК корнем одностороннего стыкового шва считаются первые 5 мм с внутренней стороны. Важно, чтобы наклонный ПЭП, не налезая на валик сварного шва, обеспечивал контроль всего сечения сварного шва, но корень – желательно прозвучивать именно прямым лучом (по крайней мере, в случае с односторонними стыковыми швами)".
Перечитал, но пока только первый (общий) том. Самих методик на руках немного - подробно их ещё не успел разобрать.Обратите внимание на выбор параметров ПЭП в ОП-501.
Простите, я не понял по поводу угла. Стрела, расстояние по X - хорошо, есть линейка. А по поводу угла - непонятно. В "Технологии ультразвукового контроля сварных соединений" Виктора Григорьевича Щербинского (3-е издание, с. 39) есть пример, как в зависимости от пересчёта угла результаты контроля трактуются диаметрально противоположным образом. Или я, вероятно, что-то не так трактую...В принципе, глубиномер настраивается по двум проекциям и без определения стрелы и угла ввода в явном виде - по двум отражателям.
В первоисточнике, вероятно, это не угол ввода, а угол призмы. Углы ввода по стали обычно 40 - 70. Иногда чуть больше.возбуждающими поперечные волны с углами ввода от 33,5 до 56,5 градусов".
Есть еще укороченный Х - не от точки выхода, а от передней грани.Стрела, расстояние по X - хорошо, есть линейка.
Представьте себе притертый ПЭП. Определить точно угол ввода и точу выхода (стрелу) трудновато. Позовем Колян2, он скажет свои волшебные слова и будет прав. Забудем про путь по лучу, оставим только проекции. Тогда всё решается по двум зарубкам. По Y1 и (Y2-Y1) настраиваем глубиномер, по Х1 и (Х2-Х1) настраиваем расстояние от передней грани ПЭП. Всё. Готово. Без угла и стрелы. Такой способ настройки, например, у Бархатова в УД9812 реализованПростите, я не понял по поводу угла.
А, так Вы про притёртые. Тогда беру тайм-аут - буду "курить" эту тему.Представьте себе притертый ПЭП.
Не обязательно. Плоские тоже так настраиваютА, так Вы про притёртые.
Скачал РЭ - мне надо распечатать и сесть за него с карандашом. Тем более УД9812 - я, конечно, могу ошибаться, но складывается ощущение, что прибор, мягко говоря, не для новичков. Пока пробежался по параграфу "Авторасчёт" и ещё зацепил параграф про определение частоты колебаний по СО-2 (это вообще законно?Такой способ настройки, например, у Бархатова в УД9812 реализован
).Kaktus_SPb
Дефектоскопист всея Руси
В первоисточнике, вероятно, это не угол ввода, а угол призмы. Углы ввода по стали обычно 40 - 70. Иногда чуть больше.
В первоисточнике угол ввода в сталь для границы оргстекло - сталь
Имеется в виду, что если вы возьмете 2 идентичных наклонных ПЭП (с одним углом ввода, частотой, размером и формой пьезоэлемента и т.п.), получите донный сигнал, а потом возьмете один из них и получите сигнал от двугранного угла, то сигналы будут одинаковыми...
Но данное явление наблюдается при углах ввода поперечной волны в стали от 33,5 градусов (Ct_сталь =3,26мм/мкс Cl_оргстекла=2,67мм/мкс) до 90-33,5
В этом случае при расчетах двугранный угол можно заменить бесконечной плоскостью, а при настройке по бесконечной плоскости использовать в качестве опорного сигнала - сигнал от двугранного угла
Вложения
Последнее редактирование:
Колян2
Дефектоскопист всея Руси
Не,ну а чо,чуть-что-так сразу Колян2?Ну,что Вы,уважаемый astrut на уважаемого админа наехали?Нужна наверное,была для какой-то неведомой нам и опчеству цели такая полная воды научно-такелажная статья,(причину не знаю,врать-не буду!)И обсуждение её совсем не подразумевалось-пасмарели и благополучно и безболезненно забыли нахрен!А щас Вы его в дебри изучения природы УЗК не совсем стерильными тряпками загоняете.Не его это дело. Конечно,было-бы лучше перед публикацией получить консультацию у квалифицированного грамотного спеца, ведь таких на форуме достаточно(и-сослаться на него в конце.И пусть отвечает за косяки "за всю мазуту"!)В первоисточнике, вероятно, это не угол ввода, а угол призмы. Углы ввода по стали обычно 40 - 70. Иногда чуть больше.
Есть еще укороченный Х - не от точки выхода, а от передней грани.
Представьте себе притертый ПЭП. Определить точно угол ввода и точу выхода (стрелу) трудновато. Позовем Колян2, он скажет свои волшебные слова и будет прав. Забудем про путь по лучу, оставим только проекции. Тогда всё решается по двум зарубкам. По Y1 и (Y2-Y1) настраиваем глубиномер, по Х1 и (Х2-Х1) настраиваем расстояние от передней грани ПЭП. Всё. Готово. Без угла и стрелы. Такой способ настройки, например, у Бархатова в УД9812 реализован
Да, но в статье про зарубки "Особенно популярны зарубки, которые используются для настройки чувствительности при работе с наклонными ПЭП, возбуждающими поперечные волны с углами ввода от 33,5 до 56,5 градусов." И отсыл к двугранному углу. Непонятненько... Но "есть один нюанс". Нельзя оперировать только осевым лучом. На небольших толщинах зарубка - вполне корректный отражатель, а угол, если ширина основного лепестка выйдет за его пределы? Такой угол бесконечной плоскостью не заменишьВ первоисточнике угол ввода в сталь для границы оргстекло - сталь
Имеется в виду, что если вы возьмете 2 идентичных наклонных ПЭП (с одним углом ввода, частотой, размером и формой пьезоэлемента и т.п.), получите донный сигнал, а потом возьмете один из них и получите сигнал от двугранного угла, то сигналы будут одинаковыми...
Но данное явление наблюдается при углах ввода поперечной волны в стали от 33,5 градусов (Ct_сталь =3,26мм/мкс Cl_оргстекла=2,67мм/мкс) до 90-33,5
В этом случае при расчетах двугранный угол можно заменить бесконечной плоскостью, а при настройке по бесконечной плоскости использовать в качестве опорного сигнала - сигнал от двугранного угла
Апапмучта Колян2 всегда прав со своим...Ну вы понялиНе,ну а чо,чуть-что-так сразу Колян2?
Колян2
Дефектоскопист всея Руси
Ну канешна! Реклама. Пора уже привыкнуть как к фотке в паспорте и не обращать особого внимания.Работаем с тем,что удобно,понятно,надёжно и доступно.И помним,что "не все йогурты одинаково полезны"(эпитафия на могильном камне):drinks:Апапмучта Колян2 всегда прав со своим...Ну вы поняли
Kaktus_SPb
Дефектоскопист всея Руси
Я отвечал, про то, что скорее всего автор имел в виду углы призмыДа, но в статье про зарубки "Особенно популярны зарубки, которые используются для настройки чувствительности при работе с наклонными ПЭП, возбуждающими поперечные волны с углами ввода от 33,5 до 56,5 градусов." И отсыл к двугранному углу. Непонятненько... Но "есть один нюанс". Нельзя оперировать только осевым лучом. На небольших толщинах зарубка - вполне корректный отражатель, а угол, если ширина основного лепестка выйдет за его пределы? Такой угол бесконечной плоскостью не заменишь
Странное впечатление. Astrut корректно указал на неточности - я исправил. Мне не стыдно признать, что я в каких-то деталях мог ошибиться. Если вам есть что-то добавить - пожалуйста, я весь внимание. Если честно, я готовился к худшему. А здесь уже второй день обсуждают обычную, казалось, прямую цитату из всеми уважаемого учебника. Немного странно, но хорошо - я уже что-то узнал новое для себя, и на том всем спасибо.Ну,что Вы,уважаемый astrut на уважаемого админа наехали?
Как поётся в хорошей песне, "если надо объяснять - то не надо объяснять".Нужна наверное,была для какой-то неведомой нам и опчеству цели
Про устройство наклонных ПЭП в статье есть. Про типы наклонных ПЭП - тоже. Основные параметры - да. Критерии выбора - да. Замахиваться на научный статус никто не собирался и не собирается - не знаю, почему Вы так написали.полная воды научно-такелажная статья
Я Вас умоляю. Хотел бы - сделал бы так, чтобы эта дискуссия даже не успела бы начаться. Но мне реально интересно, ничего не поделаешь.И обсуждение её совсем не подразумевалось-пасмарели и благополучно и безболезненно забыли нахрен!
Вы ведь не станете намекать на то, что УЗК - это великое таинство, познать которое суждено только избранному кругу лиц, и то только по приглашению?А щас Вы его в дебри изучения природы УЗК не совсем стерильными тряпками загоняете.Не его это дело.
Во-первых, получал. Во-вторых, Вы действительно думаете, что это 100% гарантия того, что текст не получил бы хотя бы одного вопроса/пожимания плечами? Помилуйте. Между такими титанами, как Kaktus_SPb и dea135 в некоторых обсуждениях - диаметрально противоположные точки зрения. Да даже здесь, вот на этой же странице - Kaktus_SPb написал пост, тут же astut в чём-то его поправляет. Я просто к тому, что это может длиться вечно. И опять же - о ком мы говорим, на какую аудиторию рассчитываем контент. Вы всерьёз думаете, что я своими текстами надеюсь поразить умы специалистов (именно специалистов, не дефектоскопистов) с высшим профильным образованием или N-цатилетним опытом?Конечно,было-бы лучше перед публикацией получить консультацию у квалифицированного грамотного спеца, ведь таких на форуме достаточно(и-сослаться на него в конце.
Справлюсь сам.И пусть отвечает за косяки "за всю мазуту"!)
Колян2
Дефектоскопист всея Руси
"Считается написал(а):Так каким-же образом определять задержку в призме ПЭП используя СОП а не СО на толщинах менее 15мм и чем(каким доком)это регламентировано?И коим боком тут зоны?Далее-определение(проверка) т.н. "мёртвой зоны"-какая целесообразность этих телодвижений до или без настройки чувствительности дефектоскопа?Кто объяснит дефику с "очень средним" образованием?Буду премного благодарен.
Благодарю за вопрос. Перечитал – и, действительно, сказал не совсем то, что хотел сказать. Корректнее было бы написать так: «Проверять задержку в призме нужно по СО-3. Если же говорить о задержке в контексте настройки параметров ПЭП, то перед контролем ОК толщиной меньше 15–20 мм лучше высчитывать и задавать задержку при помощи тех же настроечных образцов, по которым настраивается чувствительность».
Но, возможно, и эта формулировка не совсем точно передаёт то, какую мысль хотелось донести. Поэтому чуть подробнее. А1212, ПЭП121-5,0-65. В настройках ПЭП обнуляю задержку – до 0.0. Перевожу шкалу в мкс. По первому эхо-сигналу в СО-3, чтобы получить время пробега 33,7 мкм подбирается задержка – ну, скажем, что-то около 3.5 мкс (это всё по памяти – сейчас под рукой нет ни прибора, ни образцов). Перевожу шкалу в мм глубины. Проверяю показания глубиномера на том же СО-3 – 55 мм. Ставлю на НО толщиной 10 мм – и по Z прибор показывает что-то около 12-12.5 мм. То есть больше, чем нужно. И так раз за разом – настраиваю задержку по СО-3 и не могу добиться нужных показаний глубиномера на НО.
Потом попробовал проверить глубиномер на СО-2, положенным на бок. Посчитал расстояние 30*tg65 до точки ввода. Отложил это расстояние от передней грани, чтобы поймать отражение именно от двугранного угла. И да – получились 30.1 мм (ну почти ведь 30.0 мм – на тот момент меня это удовлетворило). И по Х показания бились.
Позвал преподавателя. Снова обнулил задержку до 0.0 мкс, шкала также в мм глубины, но теперь сразу ставлю ПЭП на НО, СО-3 теперь вообще не трогаю. Прямо в режиме настройки вижу А-развёртку (А1212 это позволяет) – и увеличиваю время задержки до тех пор, пока показания Z не достигают нужных 10 мм. Получилось что-то типа 5 мкс или близко к этому.
Как объяснил преподаватель и как позже подтвердили дефектоскописты, к которым обращался за советом – да, на маленьких толщинах так и нужно. Правда, уже потом я прочитал про то, что задержку надо бы высчитывать по двум эхо-сигналам. Когда достану прибор – попробую определить задержку иначе (3t1-t2)/2.
То есть. Я полагаю, что «определить (измерить) задержку в призме» и «настроить глубиномер, изменив время задержки в призме» – это всё-таки разные вещи. Во втором случае – и это к вопросу о «легальности» такого подхода – посмотрел, например, вот эту техкарту для 1220x16.0 мм: «Проверить показания «Y», «Х» при регистрации сигнала от зарубки в СОП. При необходимости изменить значение Т ПР». То есть задержку можно корректировать, чтобы получить корректные показания глубиномера? Сообщения от уважаемых astrut и aav59ru вроде как об этом (нет?): #1, #2
Посмотрел ещё документы:
РД 24.200.13-90, п. 3.5.7: «Настройка глубиномерного устройства дефектоскопа для наклонного преобразователя проводится по стандартному образцу предприятия».
РД РОСЭК 004-97, п. 9.2: «9.2.1. Настройку глубиномера производят в соответствии с руководством по эксплуатации дефектоскопа. Рекомендуется выполнять настройку по донным эхо-сигналам, эхо-сигналам от двугранных углов или цилиндрических отражателей стандартных образцов.
При контроле прямым лучом глубину залегания дефекта измеряют как расстояние от поверхности, с которой осуществляют контроль, а при контроле однократно отраженным лучом - как сумму толщины элемента и расстояния от противоположной поверхности до дефекта. 9.2.2. При контроле элементов толщиной менее 20 мм допускается настройку глубиномера не производить, а глубину залегания дефектов определять по месту расположения эхо-сигнала на развертке ЭЛТ дефектоскопа с учетом масштаба изображения».
ОСТ 36-75-83, п. 5.9: 5.9.5. «Настраивают глубиномерное устройство дефектоскопа согласно инструкции по эксплуатации. Если в дефектоскопе отсутствует глубиномерное устройство, то необходимо произвести градуировку шкалы экрана ЭЛТ в соответствии с толщиной контролируемого изделия. Методика определения координат по шкале экрана ЭЛТ комплектом "ЭХО" приведена в рекомендуемом приложении 7; методика проверки погрешности глубиномера дефектоскопа ДУК-66П - в рекомендуемом приложении 8. 5.9.6. Для настройки глубиномерного устройства рекомендуется использовать испытательные образцы с искусственными отражателями типа "Боковое сверление" в случае контроля сварных соединений с толщиной стенки более 15 мм (см. рекомендуемое приложение 8) и образцы с сегментными или угловыми отражателями для сварных соединений с толщиной стенки 15 мм и менее (см. черт. 8 и 9)».
В РЭ к УД9812, к слову, подход тот же – в режиме «Авторасчёт» задержка измеряется по СОП.
Как я пытаюсь рассуждать. Чтобы глубиномер не врал – опять же, если правильно понимаю, – нужно: а) корректно задать параметры ОК (толщина, скорость УЗ-волны, поправка на шероховатость), б) параметры экрана и в) параметры ПЭП (угол ввода, задержка). Но если в документах упоминается «настройка» – значит речь идёт о чём-то, что можно изменять. Параметры ОК – мы изменять не можем. Параметры экрана – можем, но это немного про другое (насколько могу судить, здесь вся соль в правильном выставлении стробов и масштабов развёртки). Параметры ПЭП – только задержку (угол – только проверять). Я это просто к тому веду, что, как могу предполагать, задержка – это всё-таки та вещь, которую можно и нужно подстраивать в зависимости от параметров ОК. И ровно это я пытался сказать (но, признаю, не очень удачно).
Но. В учебно-справочной литературе, какую успел проверить, говорится только о трёх способах настройки задержки:
1) по СО-3
2) по двум одинаковым ПЭП, совмещённым рабочими поверхностями
3) по ребру двугранного угла (ПЭП ставится на ребро угла образца)
Правда, у В.Г. Щербинского (с. 138) говорится о том, что «…Если под руками нет образца СО-3 и установить точку ввода невозможно, то определить величину задержки в призме можно по двугранному углу образца».
Либо – дело вообще в другом, и мне нужна не задержка в призме, а задержка развёртки. Полез в ГОСТ Р ИСО 5577-2009 (п. 2.6.3): «задержка развёртки (корректировка точки отсчёта): развёртка с заданной относительно импульса возбуждения или опорного эхо-сигнала с задержкой; может быть фиксируемой или регулируемой». Это, как мне представляется, уже ближе к тому, что я ищу. Но тогда вопрос: что есть настройка задержки развёртки в современном дефектоскопе (если правильно понимаю, то это в старых приборах настройка зоны контроля представляла некоторую трудность, но сейчас ведь можно растягивать/сжимать горизонтальную линию развёртки буквально двумя нажатием клавиш)? Стробы – понятно, масштаб – понятно. Или «задержка развёртки» в том же А1212, например, «зашита» в «задержку, мкс», которая в Параметрах ПЭП?
Словом, вопросов стало больше, чем ответов.
А по поводу «нецелесообразности» проверки мёртвой зоны – не понял, простите. В документах это требуется (примеры: уже упомянутый ОСТ 36-75-83 – п. 5.8.5, ГОСТ Р 55724-2013 – п. 8.8.6, РД 34.12.30297 – п. 2.14 и т.д.). Или что имеется в виду?
Но, возможно, и эта формулировка не совсем точно передаёт то, какую мысль хотелось донести. Поэтому чуть подробнее. А1212, ПЭП121-5,0-65. В настройках ПЭП обнуляю задержку – до 0.0. Перевожу шкалу в мкс. По первому эхо-сигналу в СО-3, чтобы получить время пробега 33,7 мкм подбирается задержка – ну, скажем, что-то около 3.5 мкс (это всё по памяти – сейчас под рукой нет ни прибора, ни образцов). Перевожу шкалу в мм глубины. Проверяю показания глубиномера на том же СО-3 – 55 мм. Ставлю на НО толщиной 10 мм – и по Z прибор показывает что-то около 12-12.5 мм. То есть больше, чем нужно. И так раз за разом – настраиваю задержку по СО-3 и не могу добиться нужных показаний глубиномера на НО.
Потом попробовал проверить глубиномер на СО-2, положенным на бок. Посчитал расстояние 30*tg65 до точки ввода. Отложил это расстояние от передней грани, чтобы поймать отражение именно от двугранного угла. И да – получились 30.1 мм (ну почти ведь 30.0 мм – на тот момент меня это удовлетворило). И по Х показания бились.
Позвал преподавателя. Снова обнулил задержку до 0.0 мкс, шкала также в мм глубины, но теперь сразу ставлю ПЭП на НО, СО-3 теперь вообще не трогаю. Прямо в режиме настройки вижу А-развёртку (А1212 это позволяет) – и увеличиваю время задержки до тех пор, пока показания Z не достигают нужных 10 мм. Получилось что-то типа 5 мкс или близко к этому.
Как объяснил преподаватель и как позже подтвердили дефектоскописты, к которым обращался за советом – да, на маленьких толщинах так и нужно. Правда, уже потом я прочитал про то, что задержку надо бы высчитывать по двум эхо-сигналам. Когда достану прибор – попробую определить задержку иначе (3t1-t2)/2.
То есть. Я полагаю, что «определить (измерить) задержку в призме» и «настроить глубиномер, изменив время задержки в призме» – это всё-таки разные вещи. Во втором случае – и это к вопросу о «легальности» такого подхода – посмотрел, например, вот эту техкарту для 1220x16.0 мм: «Проверить показания «Y», «Х» при регистрации сигнала от зарубки в СОП. При необходимости изменить значение Т ПР». То есть задержку можно корректировать, чтобы получить корректные показания глубиномера? Сообщения от уважаемых astrut и aav59ru вроде как об этом (нет?): #1, #2
Посмотрел ещё документы:
РД 24.200.13-90, п. 3.5.7: «Настройка глубиномерного устройства дефектоскопа для наклонного преобразователя проводится по стандартному образцу предприятия».
РД РОСЭК 004-97, п. 9.2: «9.2.1. Настройку глубиномера производят в соответствии с руководством по эксплуатации дефектоскопа. Рекомендуется выполнять настройку по донным эхо-сигналам, эхо-сигналам от двугранных углов или цилиндрических отражателей стандартных образцов.
При контроле прямым лучом глубину залегания дефекта измеряют как расстояние от поверхности, с которой осуществляют контроль, а при контроле однократно отраженным лучом - как сумму толщины элемента и расстояния от противоположной поверхности до дефекта. 9.2.2. При контроле элементов толщиной менее 20 мм допускается настройку глубиномера не производить, а глубину залегания дефектов определять по месту расположения эхо-сигнала на развертке ЭЛТ дефектоскопа с учетом масштаба изображения».
ОСТ 36-75-83, п. 5.9: 5.9.5. «Настраивают глубиномерное устройство дефектоскопа согласно инструкции по эксплуатации. Если в дефектоскопе отсутствует глубиномерное устройство, то необходимо произвести градуировку шкалы экрана ЭЛТ в соответствии с толщиной контролируемого изделия. Методика определения координат по шкале экрана ЭЛТ комплектом "ЭХО" приведена в рекомендуемом приложении 7; методика проверки погрешности глубиномера дефектоскопа ДУК-66П - в рекомендуемом приложении 8. 5.9.6. Для настройки глубиномерного устройства рекомендуется использовать испытательные образцы с искусственными отражателями типа "Боковое сверление" в случае контроля сварных соединений с толщиной стенки более 15 мм (см. рекомендуемое приложение 8) и образцы с сегментными или угловыми отражателями для сварных соединений с толщиной стенки 15 мм и менее (см. черт. 8 и 9)».
В РЭ к УД9812, к слову, подход тот же – в режиме «Авторасчёт» задержка измеряется по СОП.
Как я пытаюсь рассуждать. Чтобы глубиномер не врал – опять же, если правильно понимаю, – нужно: а) корректно задать параметры ОК (толщина, скорость УЗ-волны, поправка на шероховатость), б) параметры экрана и в) параметры ПЭП (угол ввода, задержка). Но если в документах упоминается «настройка» – значит речь идёт о чём-то, что можно изменять. Параметры ОК – мы изменять не можем. Параметры экрана – можем, но это немного про другое (насколько могу судить, здесь вся соль в правильном выставлении стробов и масштабов развёртки). Параметры ПЭП – только задержку (угол – только проверять). Я это просто к тому веду, что, как могу предполагать, задержка – это всё-таки та вещь, которую можно и нужно подстраивать в зависимости от параметров ОК. И ровно это я пытался сказать (но, признаю, не очень удачно).
Но. В учебно-справочной литературе, какую успел проверить, говорится только о трёх способах настройки задержки:
1) по СО-3
2) по двум одинаковым ПЭП, совмещённым рабочими поверхностями
3) по ребру двугранного угла (ПЭП ставится на ребро угла образца)
Правда, у В.Г. Щербинского (с. 138) говорится о том, что «…Если под руками нет образца СО-3 и установить точку ввода невозможно, то определить величину задержки в призме можно по двугранному углу образца».
Либо – дело вообще в другом, и мне нужна не задержка в призме, а задержка развёртки. Полез в ГОСТ Р ИСО 5577-2009 (п. 2.6.3): «задержка развёртки (корректировка точки отсчёта): развёртка с заданной относительно импульса возбуждения или опорного эхо-сигнала с задержкой; может быть фиксируемой или регулируемой». Это, как мне представляется, уже ближе к тому, что я ищу. Но тогда вопрос: что есть настройка задержки развёртки в современном дефектоскопе (если правильно понимаю, то это в старых приборах настройка зоны контроля представляла некоторую трудность, но сейчас ведь можно растягивать/сжимать горизонтальную линию развёртки буквально двумя нажатием клавиш)? Стробы – понятно, масштаб – понятно. Или «задержка развёртки» в том же А1212, например, «зашита» в «задержку, мкс», которая в Параметрах ПЭП?
Словом, вопросов стало больше, чем ответов.
А по поводу «нецелесообразности» проверки мёртвой зоны – не понял, простите. В документах это требуется (примеры: уже упомянутый ОСТ 36-75-83 – п. 5.8.5, ГОСТ Р 55724-2013 – п. 8.8.6, РД 34.12.30297 – п. 2.14 и т.д.). Или что имеется в виду?
Похожие темы
- Ответы
- 71
- Просмотры
- 6K
- Ответы
- 31
- Просмотры
- 4K
- Закреплено
- Ответы
- 39
- Просмотры
- 6K
Поделиться: