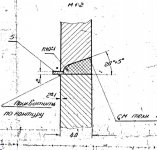
Добрый вечер. Подскажите, нужно сделать образец с БЦО для конкретной задачи. Сварной шов 40 мм (эскиз прилагаю), ПЭП ( П121-2,5-65), НД(РТМ 108.020.26-77). В документе указаны нужные площади дефекта 3.5 кв.мм фиксируемая, 7кв.мм наибольшая допустимая. Как достоверно сделать пересчёт, и как правильно спроектировать эскиз образца? Спасибо.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
СОПы
- Автор темы Diego_1058
- Дата начала
Ответить
Но не суть.
В корне какая-то деталь вварена. Соответственно, от углов будет сигнал большой амплитуды, сильно превышающий браковочный уровень. Как на его фоне собираетесь выявлять дефекты, например, трещины от концентраторов напряжений?
С верхней кромкой относительно понятно 20 +5, значит, 65 гр. потянет, но лучше вторым этапом 70 гр использовать. Ну и 45 для радиуса.
С нижней кромкой сложнее, по-взрослому тандем просится.
Какой материал - марка, прокат или что другое - поковка, отливка? Метод сварки?


И с наружной поверхности шва можно. Но одного 2,5/65 явно не хватит для более-менее серьезного контроля. Пусть Aiken на вопросы ответит, без него гадать - дело неблагодарное.
Тоже плюсую за тандем. Без него фиг увидишь несплавления по вертикальной кромке. А они будут, и обязательно, стстематический дефект, и мощщные такие. Тем более толщина 40 мм.
Ну или по идее хорошо должен отработать IntroVisor 1550, который на антенной решетке, и в демонстрационных видео отлично рисует форму, размер и расположение отражателей.
Шов бывший. Вот по усилению пока сказать не могу.
Ещё интересный нюанс в НД: Недопустимы дефекты, которые обнаружены призматическим искателем, установленным под углом 10 - 40° к продольной оси шва, если они не выявляются при расположении искателя перпендикулярно оси шва, независимо от их условной протяженности и амплитуды.
Чувствительность не указана. Можно и 7 квадратов поставить, можно и 10, смотри площадь каких поверхностых дефектов по внешнему осмотру недопустима и по этой площади ориентируйся.
Обычный образец с БЦО по которому можно настроить DAC. Ну самое простое 4-5 отверстий с равномерным шагом в образце толщиной 40 мм.
но поскольку Вы будете контролировать шов, который уже долго работал в режимах циклики, то ничего значимого кроме трещины там быть не может. отсюда и требования к ПЭП. тандем здесь ни к чему, много хлопот, а толку никакого, даже наоборот. возьмите пару ПЭП с разными углами, например, 50 (40) и 65 (60) и этого хватит.
что самое сложное. сложное это понять, что вы попали на трещину. в первом приближении ориентируйтесь на несплошности, которые дают большой сигнал или достаточно длинные (протяженные) по высоте (условная высота). ничего такого не нашли, ну значит нормально.
по поводу того, как определить трещина у вас или нет почитайте ГОСТ Р ИСО 16827-2016. понимаю, что ГОСТ не простой и не факт, что его чтение Вам сильно поможет, но хуже не будет.
Что, кроме тандема, позволит простым дефектоскопом поймать вертикально ориентированные дефекты? Те же построенные несплавления, трещины в сечении шва, которые начали например от тех построечных несплавлений развиваться, но пока ещё не вышли на поверхность. А раз не вышли, то и не могут нам дать двугранного угла трещина/поверхность.
Антенная решетка такие дела хорошо ловит, TOFD тоже. А классический дефектоскопист, без тандема - ну наверное разве что толькотпытаться ловить среди шумов те самые дифракционные сигналы от углов трещин.
Но эт какое-то шаманство, которое наверное ни в одну техкарту не впишешь.
Как и заказчику обосновать необходимость ремонта будет проблематично.
Очепятка, т9. ПостроеЧные несплавления. И еще раз - толщина св.соединения 40 мм. В этой конской толще те самые вертикальные плоскостные дефекты (и самые опасные!) классическим дефектоскопом с одним наклонным ПЭП пропустить - как два пальца об асфальт.



У него вроде статус "не действует" https://meganorm.ru/Index2/1/4293769/4293769627.htmНД(РТМ 108.020.26-77)
Но не суть.
в нем не указан, там вообще ничего про методику.П121-2,5-65
Шов интересный и даже очень. Сделать настройку на 7 кв. мм можно и по АРД, но опять суть не в этом.эскиз прилагаю
В корне какая-то деталь вварена. Соответственно, от углов будет сигнал большой амплитуды, сильно превышающий браковочный уровень. Как на его фоне собираетесь выявлять дефекты, например, трещины от концентраторов напряжений?
С верхней кромкой относительно понятно 20 +5, значит, 65 гр. потянет, но лучше вторым этапом 70 гр использовать. Ну и 45 для радиуса.
С нижней кромкой сложнее, по-взрослому тандем просится.
Какой материал - марка, прокат или что другое - поковка, отливка? Метод сварки?
Фёдоров
Профессионал
- Регистрация
- 12.12.2012
- Сообщения
- 781
- Реакции
- 148
- Возраст
- 48
- Адрес
- Хабаровск
- Веб-сайт
- www.entest-nk.ru
По мне так ничего сложного.
Со стороны вваренной детали, ведём контроль наклонным пэп (70гр с возможностью контроля деталей толщиной 3мм и более), а со стороны усиления - прямым пэп.
Тут просто надо разрисовать предполагаемые дефекты и всё будет понятно.
Со стороны вваренной детали, ведём контроль наклонным пэп (70гр с возможностью контроля деталей толщиной 3мм и более), а со стороны усиления - прямым пэп.
Тут просто надо разрисовать предполагаемые дефекты и всё будет понятно.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 612
Aiken,
У меня вот такой СОП, правда он на 7 и 10 кв.мм. Но не суть.
Коллеги правы: от уголка в корне шва вы получите огромный сигнал с широким фронтом. В этом фронте може "прятатся" реальный дефект в виде шлакового включения или непровара. Может на РК замените ?
У меня вот такой СОП, правда он на 7 и 10 кв.мм. Но не суть.
Коллеги правы: от уголка в корне шва вы получите огромный сигнал с широким фронтом. В этом фронте може "прятатся" реальный дефект в виде шлакового включения или непровара. Может на РК замените ?
Вложения
Фёдоров
Профессионал
- Регистрация
- 12.12.2012
- Сообщения
- 781
- Реакции
- 148
- Возраст
- 48
- Адрес
- Хабаровск
- Веб-сайт
- www.entest-nk.ru
Шлаковое включение и непровар в корне шва тут не важны, там и так один большой и 100% непровар :lol:
Со стороны вваренной детали, ведём контроль
Доступ с 2-сторон, по наружной поверхности шва.
И с наружной поверхности шва можно. Но одного 2,5/65 явно не хватит для более-менее серьезного контроля. Пусть Aiken на вопросы ответит, без него гадать - дело неблагодарное.
Предлагая, в частности, тандем, ориентировался на несплавления по нижней кромке, у которой 90 гр. А 70 - на номинальный угол 20 гр. по верхней кромкеТут просто надо разрисовать предполагаемые дефекты и всё будет понятно.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 612
astrut,
В таком случае сборка и сварка соединиядолжны быть идеальными.
В таком случае сборка и сварка соединиядолжны быть идеальными.
Предлагая, в частности, тандем, ориентировался на несплавления по нижней кромке, у которой 90 гр. А 70 - на номинальный угол 20 гр. по верхней кромке
Тоже плюсую за тандем. Без него фиг увидишь несплавления по вертикальной кромке. А они будут, и обязательно, стстематический дефект, и мощщные такие. Тем более толщина 40 мм.
Ну или по идее хорошо должен отработать IntroVisor 1550, который на антенной решетке, и в демонстрационных видео отлично рисует форму, размер и расположение отражателей.
Особенно если сварка полуавтоматА они будут, и обязательно, стстематический дефект, и мощщные такие.
Ща еще TOFD для корня предложат Жаль ТС молчит. А вдруг там аустенитка или отливкана антенной решетке
Конструкция старая, сварная-литая полая колонна статора. Сталь 25л, сварка электродами Э42А. В корне это подкладочная лента 2×20 и увы да, проблема. Вторая проблема в НД нет указаний по ПЭП ( выбрал какой есть в наличии), и не указана методика по настройки чувствительности. По тандему будем разбираться, пока совсем новичок в узк. Прибор Усд-50.
Последнее редактирование:
ЗЫ на эскизе усиление удалено. Это так на шве? Шов бывший в эксплуатации или новый?
Шов бывший. Вот по усилению пока сказать не могу.
Ещё интересный нюанс в НД: Недопустимы дефекты, которые обнаружены призматическим искателем, установленным под углом 10 - 40° к продольной оси шва, если они не выявляются при расположении искателя перпендикулярно оси шва, независимо от их условной протяженности и амплитуды.
Последнее редактирование:
Еще интереснее. Начинать надо с контроля зоны сканирования (2tg a *S + L ПЭП + ОШЗ, ну, допустим,=S) прямым ПЭП на предмет дефектов литья и определения контролепригодности. На этом же этапе и затухание в отливке оценить. Возможно, первый этап окажется последним.сварная-литая
Там вообще методики нет. А настройку по АРД может затруднить необходимость оцени затухания, отливка, однакоВторая проблема в НД нет указаний по ПЭП ( выбрал какой есть в наличии), и не указана методика по настройки чувствительности.
Откройте, например, старый, отмененный ГОСТ 14782, почитайте про дефекты типа Т (поперечные).Ещё интересный нюанс в НД: Недопустимы дефекты, которые обнаружены призматическим искателем, установленным под углом 10 - 40° к продольной оси шва, если они не выявляются при расположении искателя перпендикулярно оси шва, независимо от их условной протяженности и амплитуды.
Трудная задача для новичка. Много чего для ее решения понять и срастить в голове надо. Удачи!пока совсем новичок в узк
Недопустимы трещины, независимо от их протяженности, в продольном направлении шва.Недопустимы дефекты, которые обнаружены призматическим искателем, установленным под углом 10 - 40° к продольной оси шва, если они не выявляются при расположении искателя перпендикулярно оси шва, независимо от их условной протяженности и амплитуды.
Чувствительность не указана. Можно и 7 квадратов поставить, можно и 10, смотри площадь каких поверхностых дефектов по внешнему осмотру недопустима и по этой площади ориентируйся.
serp-n-molod
Новичок
- Регистрация
- 03.12.2020
- Сообщения
- 2
- Реакции
- 0
Цена вопроса? Если не секрет?Я себе для металлургии заказал такой "Утюг"
Добрый вечер. Подскажите, нужно сделать образец с БЦО для конкретной задачи. Сварной шов 40 мм (эскиз прилагаю), ПЭП ( П121-2,5-65), НД(РТМ 108.020.26-77). В документе указаны нужные площади дефекта 3.5 кв.мм фиксируемая, 7кв.мм наибольшая допустимая. Как достоверно сделать пересчёт, и как правильно спроектировать эскиз образца? Спасибо.
Обычный образец с БЦО по которому можно настроить DAC. Ну самое простое 4-5 отверстий с равномерным шагом в образце толщиной 40 мм.
никак. все одно не получится. для балды или для инструкции, чтобы все было формально правильным, можно воспользоваться ГОСТ 14782-86 там есть приложение для SKH и вот этим можно воспользоваться. это приложение позволяет по амплитудам сигналов определять эквивалентные диаметры для ПДО и БЦО. поэтому формально как раз решает вашу задачу.В документе указаны нужные площади дефекта 3.5 кв.мм фиксируемая, 7кв.мм наибольшая допустимая. Как достоверно сделать пересчёт, и как правильно спроектировать эскиз образца?
но поскольку Вы будете контролировать шов, который уже долго работал в режимах циклики, то ничего значимого кроме трещины там быть не может. отсюда и требования к ПЭП. тандем здесь ни к чему, много хлопот, а толку никакого, даже наоборот. возьмите пару ПЭП с разными углами, например, 50 (40) и 65 (60) и этого хватит.
что самое сложное. сложное это понять, что вы попали на трещину. в первом приближении ориентируйтесь на несплошности, которые дают большой сигнал или достаточно длинные (протяженные) по высоте (условная высота). ничего такого не нашли, ну значит нормально.
по поводу того, как определить трещина у вас или нет почитайте ГОСТ Р ИСО 16827-2016. понимаю, что ГОСТ не простой и не факт, что его чтение Вам сильно поможет, но хуже не будет.
тандем здесь ни к чему, много хлопот, а толку никакого, даже наоборот. возьмите пару ПЭП с разными углами, например, 50 (40) и 65 (60) и этого хватит.
что самое сложное. сложное это понять, что вы попали на трещину. в первом приближении ориентируйтесь на несплошности, которые дают большой сигнал или достаточно длинные (протяженные) по высоте (условная высота). ничего такого не нашли, ну значит нормально.
по поводу того, как определить трещина у вас или нет почитайте ГОСТ Р ИСО 16827-2016. понимаю, что ГОСТ не простой и не факт, что его чтение Вам сильно поможет, но хуже не будет.
Что, кроме тандема, позволит простым дефектоскопом поймать вертикально ориентированные дефекты? Те же построенные несплавления, трещины в сечении шва, которые начали например от тех построечных несплавлений развиваться, но пока ещё не вышли на поверхность. А раз не вышли, то и не могут нам дать двугранного угла трещина/поверхность.
Антенная решетка такие дела хорошо ловит, TOFD тоже. А классический дефектоскопист, без тандема - ну наверное разве что толькотпытаться ловить среди шумов те самые дифракционные сигналы от углов трещин.
Но эт какое-то шаманство, которое наверное ни в одну техкарту не впишешь.
Как и заказчику обосновать необходимость ремонта будет проблематично.
построенные несплавления, трещины в сечении шва, которые начали например от тех построечных несплавлений развиваться, но пока ещё не вышли на поверхность.
Очепятка, т9. ПостроеЧные несплавления. И еще раз - толщина св.соединения 40 мм. В этой конской толще те самые вертикальные плоскостные дефекты (и самые опасные!) классическим дефектоскопом с одним наклонным ПЭП пропустить - как два пальца об асфальт.
Похожие темы
- Ответы
- 2
- Просмотры
- 360
- Ответы
- 26
- Просмотры
- 2K
- Ответы
- 9
- Просмотры
- 714
Поделиться: